水龙头生产工艺水龙头生产由四大部分组成,一是铸造,二是机械加工,三是表面处理,四是组装
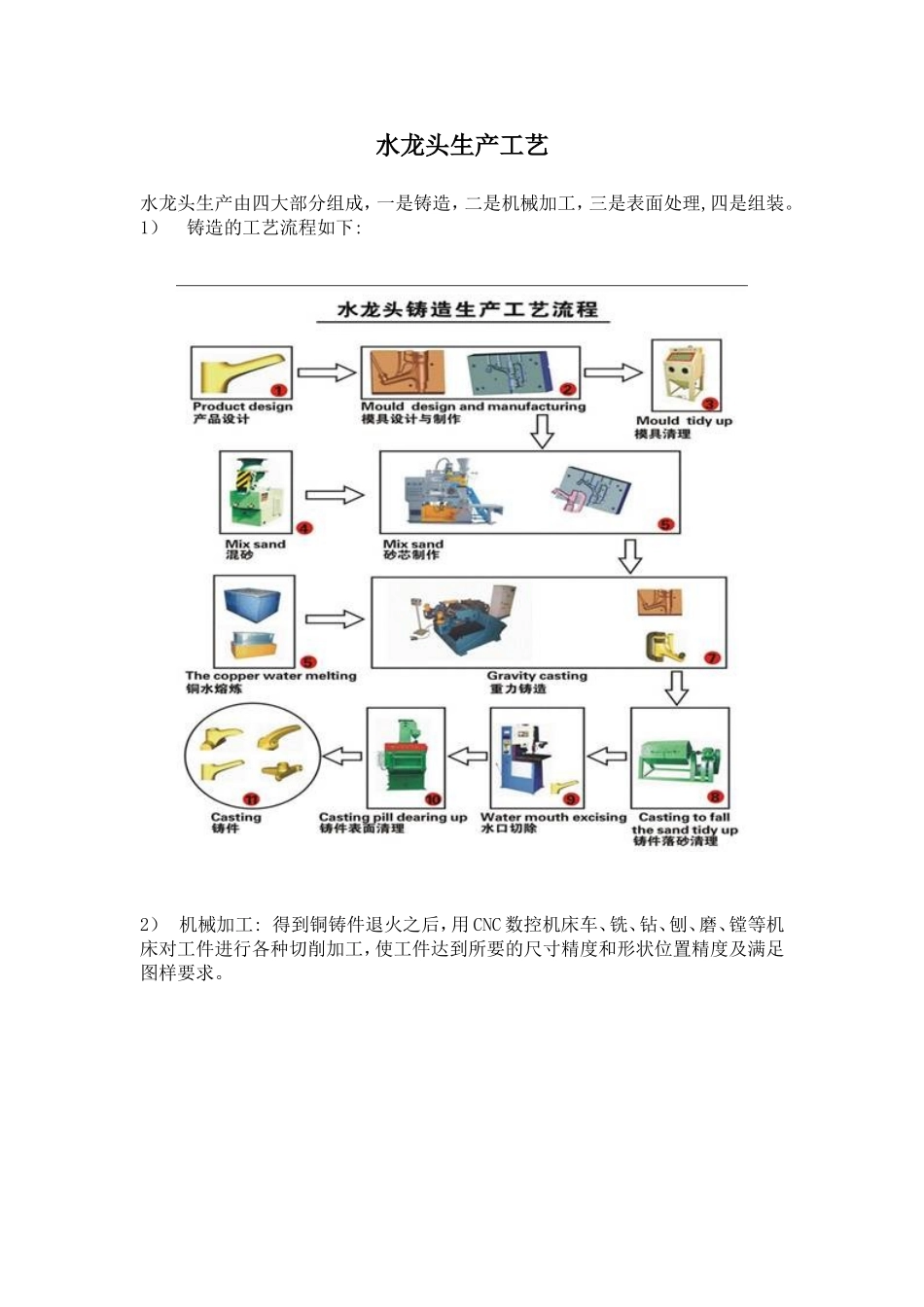
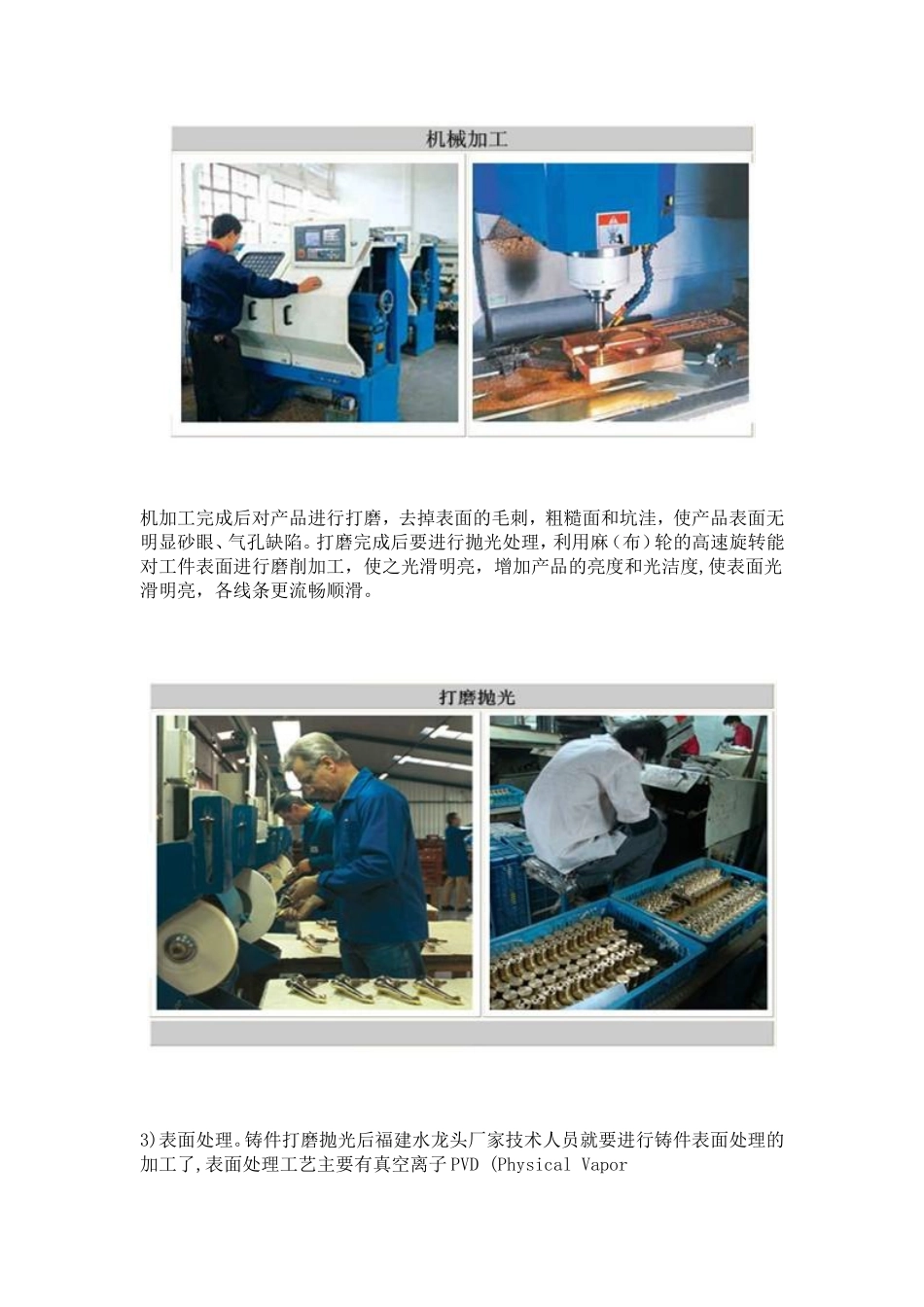
1)铸造的工艺流程如下:2)机械加工:得到铜铸件退火之后,用CNC数控机床车、铣、钻、刨、磨、镗等机床对工件进行各种切削加工,使工件达到所要的尺寸精度和形状位置精度及满足图样要求
机加工完成后对产品进行打磨,去掉表面的毛刺,粗糙面和坑洼,使产品表面无明显砂眼、气孔缺陷
打磨完成后要进行抛光处理,利用麻(布)轮的高速旋转能对工件表面进行磨削加工,使之光滑明亮,增加产品的亮度和光洁度,使表面光滑明亮,各线条更流畅顺滑
3)表面处理
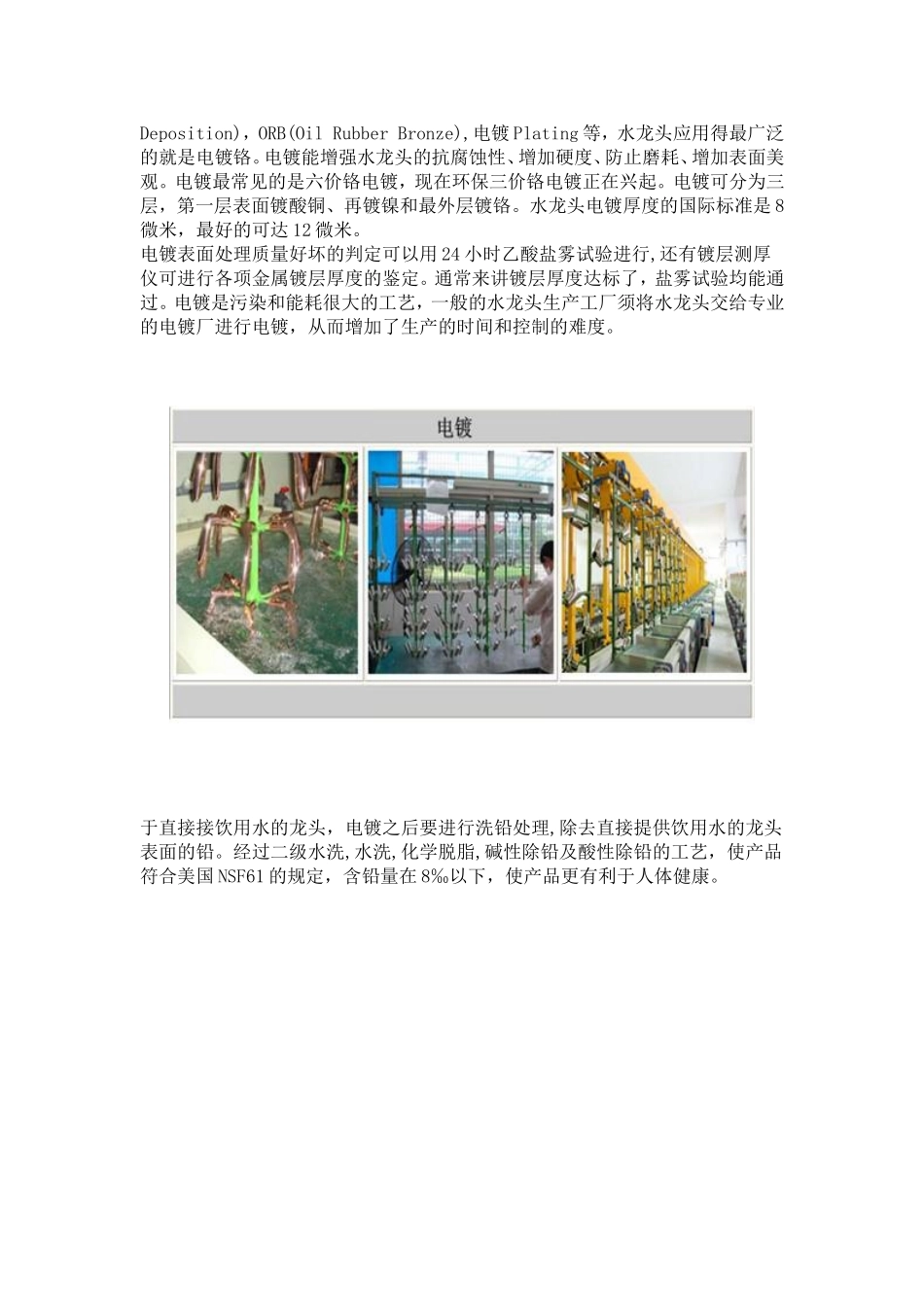
铸件打磨抛光后福建水龙头厂家技术人员就要进行铸件表面处理的加工了,表面处理工艺主要有真空离子PVD(PhysicalVaporDeposition),ORB(OilRubberBronze),电镀Plating等,水龙头应用得最广泛的就是电镀铬
电镀能增强水龙头的抗腐蚀性、增加硬度、防止磨耗、增加表面美观
电镀最常见的是六价铬电镀,现在环保三价铬电镀正在兴起
电镀可分为三层,第一层表面镀酸铜、再镀镍和最外层镀铬
水龙头电镀厚度的国际标准是8微米,最好的可达12微米
电镀表面处理质量好坏的判定可以用24小时乙酸盐雾试验进行,还有镀层测厚仪可进行各项金属镀层厚度的鉴定
通常来讲镀层厚度达标了,盐雾试验均能通过
电镀是污染和能耗很大的工艺,一般的水龙头生产工厂须将水龙头交给专业的电镀厂进行电镀,从而增加了生产的时间和控制的难度
于直接接饮用水的龙头,电镀之后要进行洗铅处理,除去直接提供饮用水的龙头表面的铅
经过二级水洗,水洗,化学脱脂,碱性除铅及酸性除铅的工艺,使产品符合美国NSF61的规定,含铅量在8‰以下,使产品更有利于人体健康
4)零配组件加工
对水龙头用到的轴件,螺母螺丝等零配组件,需要用铜棒经过锻压变成了初胚铜件,再根据需要由机加技师按四分、六分等尺寸规格加工