湖州职业技术学院机电工程分院项目作业课程数控加工与数控编程班级机电1001姓名傅杰学号1030345149任课教师钱振华学期:2011-2012学年第二学期机电工程分院二0一二年三月项目1-阶梯轴类零件的编程与加工一、工作任务毛坯为φ32的圆棒料,完成如图所示零件的编程、调试和加工
二、实训目的与要求1
进一步熟悉数控车床的基本操作,特别是程序的编辑功能
掌握程序的结构形式以及数控车床加工圆柱、圆锥、圆弧面零件的编程方法
能够解决阶梯轴类零件加工过程中工艺的制定、程序的编制、零件的试切对刀以及加工过程的控制和精度的保证等问题
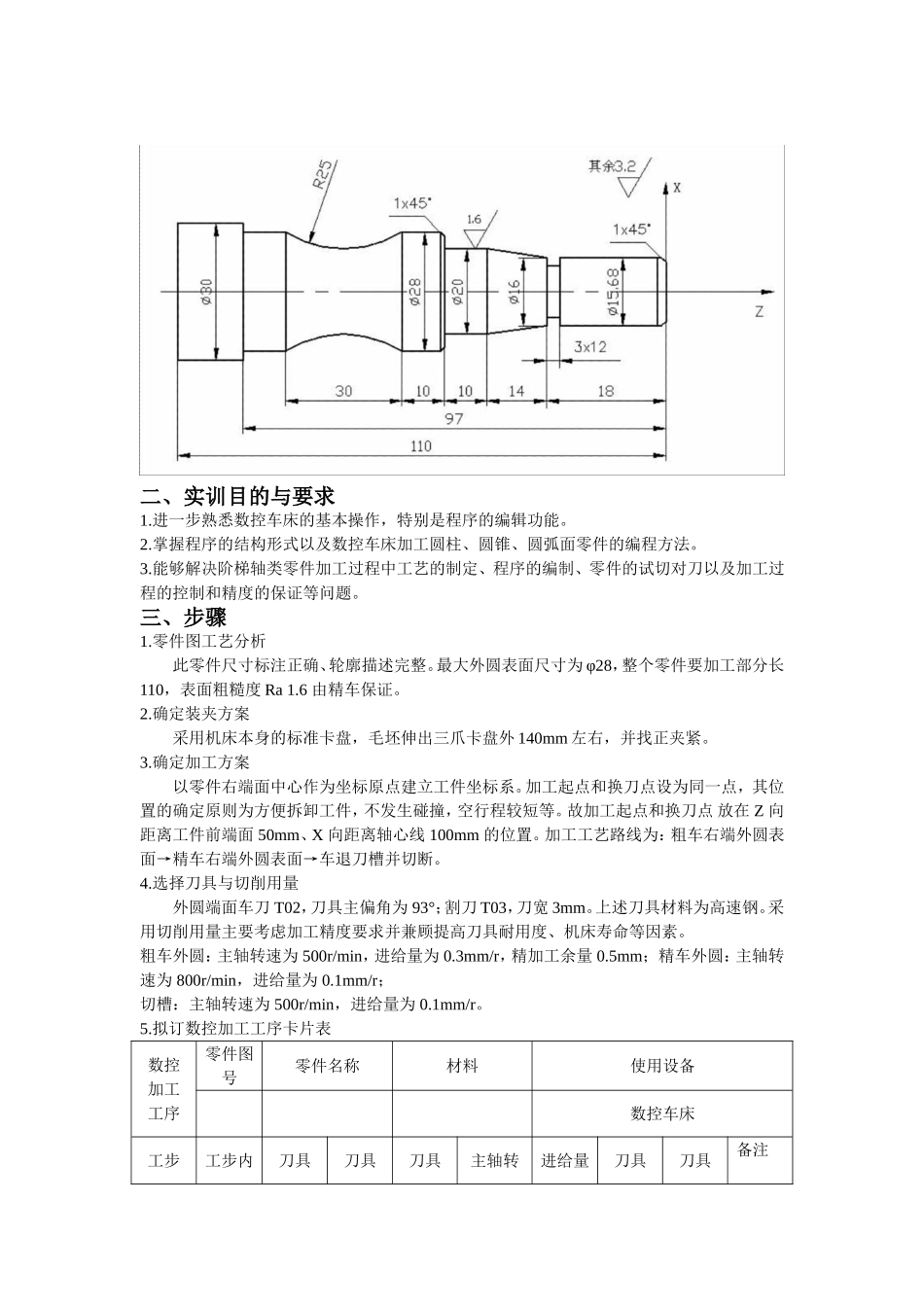
零件图工艺分析此零件尺寸标注正确、轮廓描述完整
最大外圆表面尺寸为φ28,整个零件要加工部分长110,表面粗糙度Ra1
6由精车保证
确定装夹方案采用机床本身的标准卡盘,毛坯伸出三爪卡盘外140mm左右,并找正夹紧
确定加工方案以零件右端面中心作为坐标原点建立工件坐标系
加工起点和换刀点设为同一点,其位置的确定原则为方便拆卸工件,不发生碰撞,空行程较短等
故加工起点和换刀点放在Z向距离工件前端面50mm、X向距离轴心线100mm的位置
加工工艺路线为:粗车右端外圆表面→精车右端外圆表面→车退刀槽并切断
选择刀具与切削用量外圆端面车刀T02,刀具主偏角为93°;割刀T03,刀宽3mm
上述刀具材料为高速钢
采用切削用量主要考虑加工精度要求并兼顾提高刀具耐用度、机床寿命等因素
粗车外圆:主轴转速为500r/min,进给量为0
3mm/r,精加工余量0
5mm;精车外圆:主轴转速为800r/min,进给量为0
1mm/r;切槽:主轴转速为500r/min,进给量为0
拟订数控加工工序卡片表数控加工工序零件图号零件名称材料使用设备数控车床工步工步内刀具刀具刀具主轴转进给量刀具刀具备注号容号名称规格速r/mmr/m