复合玻纤风管施工工艺【完整版】(文档可以直接使用,也可根据实际需要修订后使用,可编辑放心下载)复合玻纤风管施工工艺一、复合玻纤风管主要施工工艺及技术措施1、准备工作风管系统安装前,应进一步核实风管等部件的标高是否与设计图纸相符,并检查土建预留的孔洞、预埋件的位置是否符合要求,并按图纸在现场绘制加工草图
2、复合玻纤风管的制作复合玻纤风管的标准施工包含设计、安排、绘图、制作和安装
就材料的性质属新材料,因而工艺参照行业标准,结合企业标准进行制作施工,方可帮助你到达灵活多样、简易轻便等多项益处
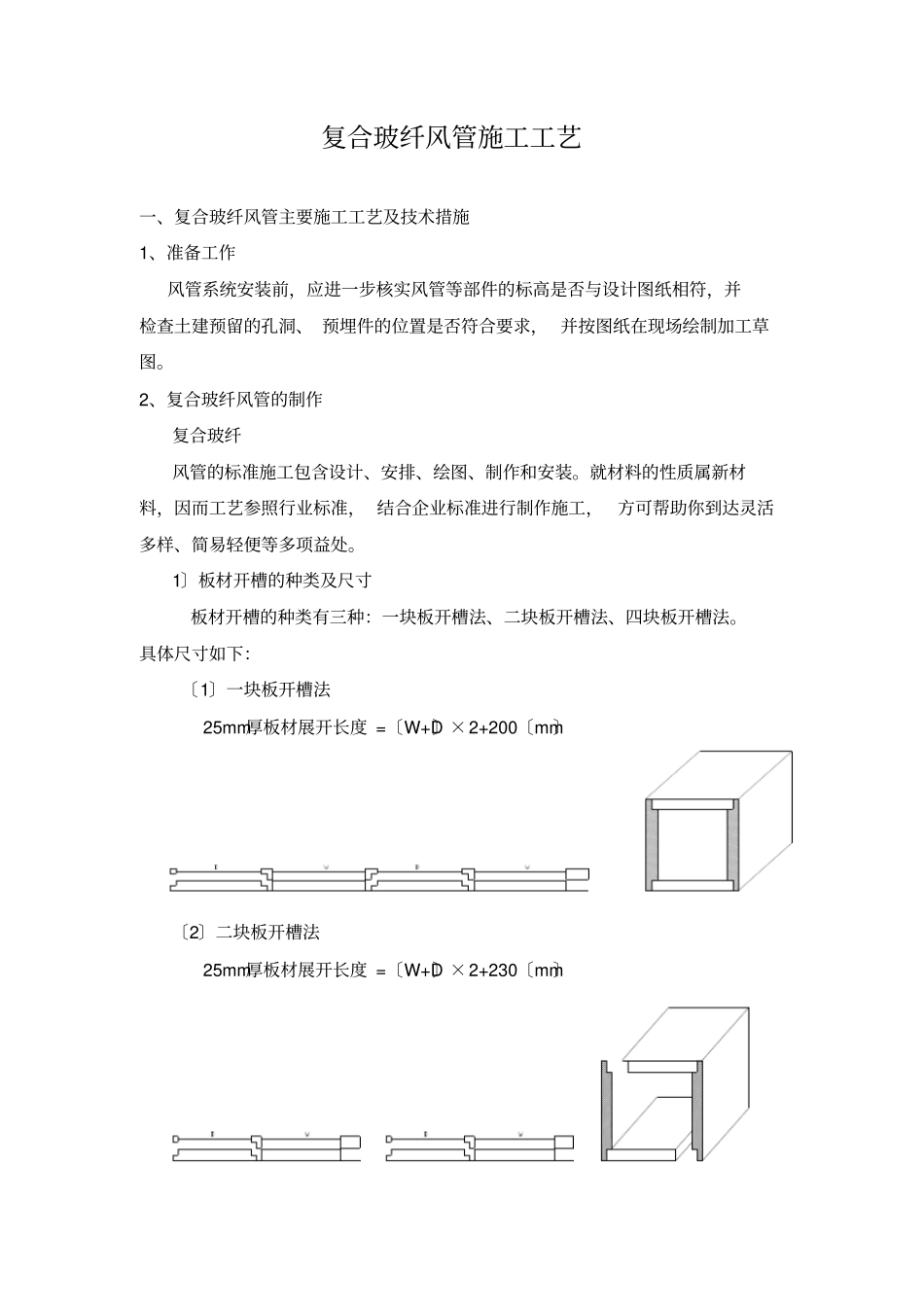
1〕板材开槽的种类及尺寸板材开槽的种类有三种:一块板开槽法、二块板开槽法、四块板开槽法
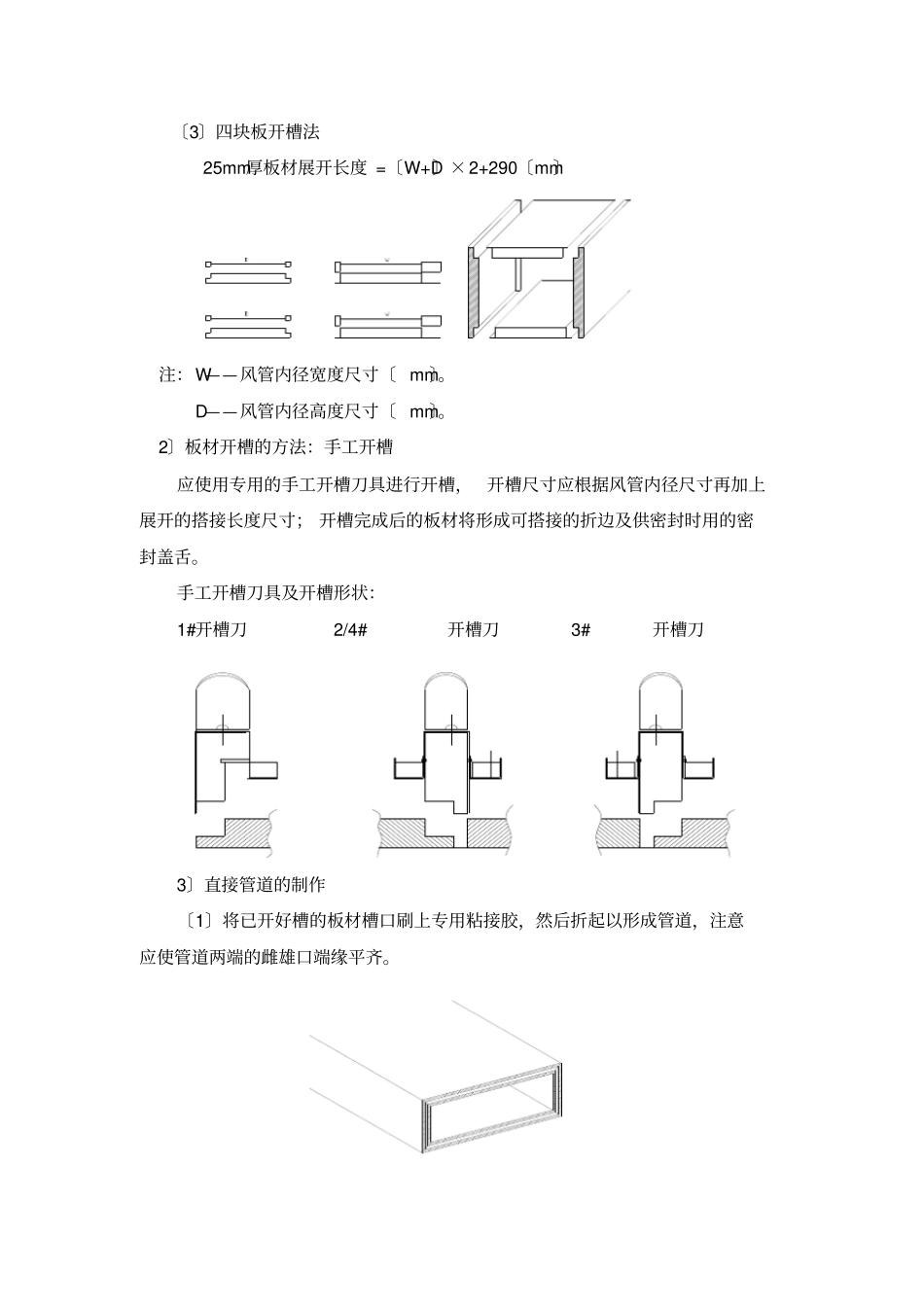
具体尺寸如下:〔1〕一块板开槽法25mm厚板材展开长度=〔W+D〕×2+200〔mm〕〔2〕二块板开槽法25mm厚板材展开长度=〔W+D〕×2+230〔mm〕〔3〕四块板开槽法25mm厚板材展开长度=〔W+D〕×2+290〔mm〕注:W——风管内径宽度尺寸〔mm〕
D——风管内径高度尺寸〔mm〕
2〕板材开槽的方法:手工开槽应使用专用的手工开槽刀具进行开槽,开槽尺寸应根据风管内径尺寸再加上展开的搭接长度尺寸;开槽完成后的板材将形成可搭接的折边及供密封时用的密封盖舌
手工开槽刀具及开槽形状:1#开槽刀2/4#开槽刀3#开槽刀3〕直接管道的制作〔1〕将已开好槽的板材槽口刷上专用粘接胶,然后折起以形成管道,注意应使管道两端的雌雄口端缘平齐
〔2〕将管道倾斜约300,用装订针将密封盖舌固定,装订针应与接口平行或略带角度,装订针间距为50mm
〔3〕用专用的密封胶带根据工艺标准进行密封
5〕900弯管的制作〔1〕在开好槽的板的雌口处划出放置导流片的位置尺寸线及支管分接口〔A板〕的尺寸线=〔A板的尺寸=风管内径+35mm或55mm〕切开的管板雄端雌端13对于25厚的管板取内尺寸+38〔2〕根据划线用导流片切割刀开