工艺技术质量管理考核办法一、炉号管理考核办法1、生产全过程,严格执行按炉送钢制度,严禁混炉号混钢种事故发生,上料转料时必须监控炉坯号是否与质量保证书及生产计划一致,对于违反工艺本工艺制度的作业班及责任人,根据宽板技[2008]第52号产品质量管理规定中相关规定进行考核
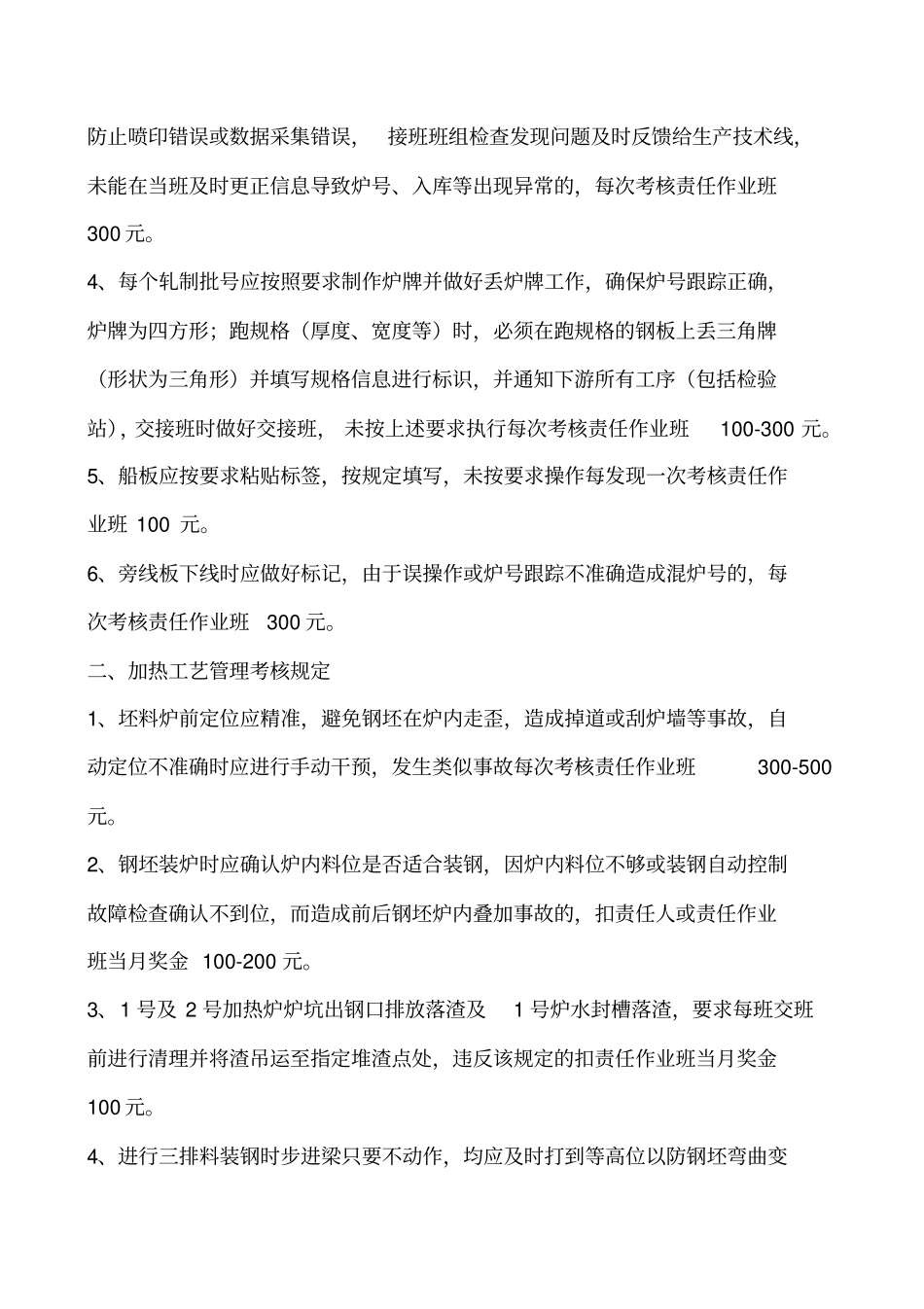
2、每个轧制批号的投料量应小于等于下表的规定,否则每个轧制批号考核责任作业班200元
钢种最大批重备注Q235A、B、C,Q345A、B、C,50,45,S275JR、X5260吨SS400,船板A、B、D、A32、A3650吨LR-B、D、A32、A36除外船板D32、D36及LR-B、D、A32、A3625吨20g、16Mng25吨20R、16MnR≤1615吨>1625吨3、手动轧制或轧件号跟踪异常时,作业班应在当班交班前更正轧制批号等信息,热轧宽板厂文件宽板技[2008]第101号防止喷印错误或数据采集错误,接班班组检查发现问题及时反馈给生产技术线,未能在当班及时更正信息导致炉号、入库等出现异常的,每次考核责任作业班300元
4、每个轧制批号应按照要求制作炉牌并做好丢炉牌工作,确保炉号跟踪正确,炉牌为四方形;跑规格(厚度、宽度等)时,必须在跑规格的钢板上丢三角牌(形状为三角形)并填写规格信息进行标识,并通知下游所有工序(包括检验站),交接班时做好交接班,未按上述要求执行每次考核责任作业班100-300元
5、船板应按要求粘贴标签,按规定填写,未按要求操作每发现一次考核责任作业班100元
6、旁线板下线时应做好标记,由于误操作或炉号跟踪不准确造成混炉号的,每次考核责任作业班300元
二、加热工艺管理考核规定1、坯料炉前定位应精准,避免钢坯在炉内走歪,造成掉道或刮炉墙等事故,自动定位不准确时应进行手动干预,发生类似事故每次考核责任作业班300-500元
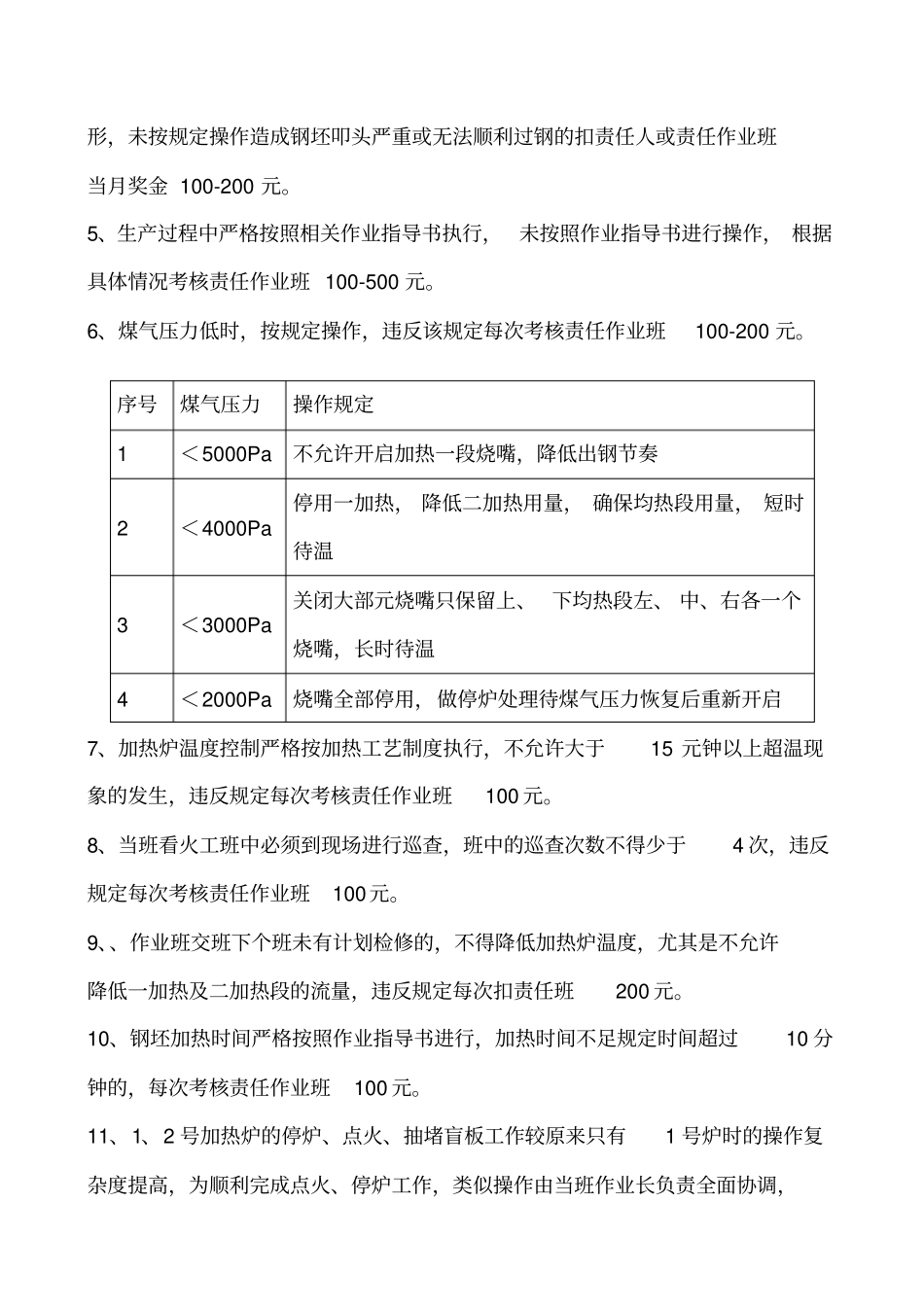
2、钢坯装炉时应确认炉内料位是否适合装钢,因炉内料位