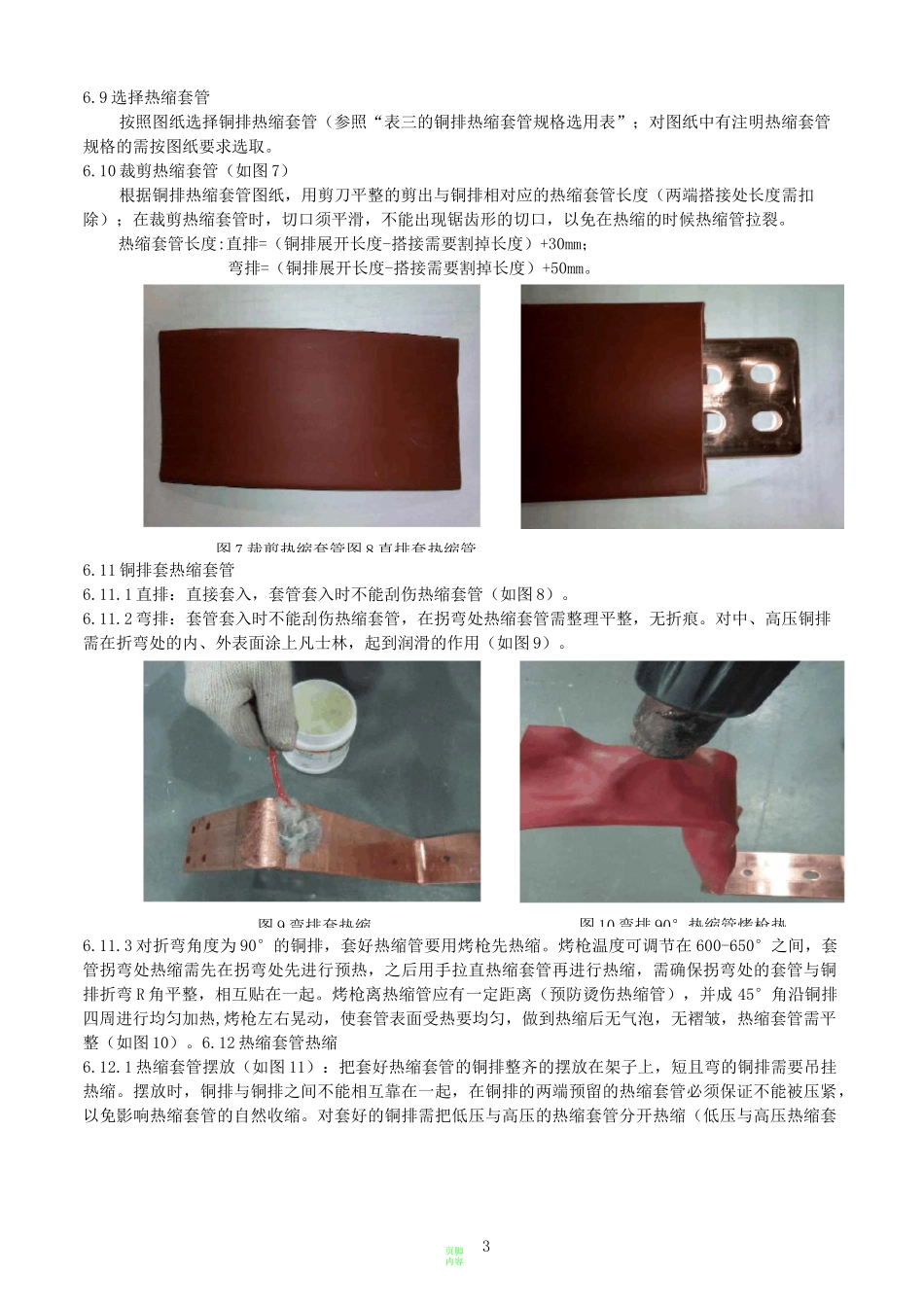
图1领页脚内容1图2剪铜排加工及铜排套热缩管热缩作业指导书编号:实施日期:年月日版本:1
0受控状态:起草:审核:批准:1
目的规范铜排加工及铜排套热缩管热缩工艺
适用范围本标准适用于铜排加工及铜排套热缩管热缩工艺
定义无4•职责生产部铜排班组长负责本指导书的执行及完善
工艺质量负责本指导书的执行监督与完善
5•使用工具及加工设备黑笔、钢卷尺、钢角尺、手套、切料机、冲孔机、角磨机、折弯机、铁锤、美工刀、大剪刀、烤枪、专用套筒、凡士林、烘箱
铜排加工及铜排套热缩管热缩工艺及要求6
1审核核对生产任务单的下料尺寸与铜排图纸展开长度是否相符
2领料(如图1)按铜排图纸及尺寸来选择铜排的规格及长度,优先选用仓库中剩余的短铜排,能利用的优先利用(在领取铜排时必须戴上手套,防止铜排氧化层被破坏);在搬动时,铜排不得在地上拖拉,不得混乱叠压以免在加工过程中有机械损伤,应保持金属材料的光泽
领料时,如发现铜排表面有弯曲、划痕、气孔、凹坑、起皱、表面氧化层破坏等现象要及时反馈给质检部,确认来料是否有问题
2页脚内容6
3剪料(如图2)按照铜排图纸展开尺寸,对铜排长度进行划线并裁剪;铜排剪切后,切断面应平整,并将铜排放置于转运小车上
铜排展开长度以铜排中性层长度来进行计算
4划线(如图3)按照图纸对孔位和孔距进行划线,注明孔大小及铜排相对应的物料号
5冲孔(如图4)根据图纸孔大小要求选择冲孔模具规格,调节定位尺寸(前后调定位,左右对刻度)
冲孔前,先检查冲孔模具是否完好,凹凸模配合是否符合要求
6打磨及倒角(如图5)对所有铜排进行打磨,去毛刺处理
对中、高压铜排需按图纸和工艺要求进行相应倒角
7折弯(如图6)根据铜排厚度及技术要求,选择V型槽及折弯刀具半径R,对折弯角度和折弯模具进行调整,按加工工艺对铜排进行R角折弯;首件检验,尺寸符合图纸要求则进行批量折弯,如