-1-/8数控机床故障诊断与维修(复习笔记)第一章1、数控机床故障诊断与维修对维修人员有什么样的要求
答:⑴具有较广的知识面⑵善于思考,重视总结积累⑶能熟练的操作机床和使用维修机器,具有较强的动手能力⑷具备专业的外语基础⑸良好的系统培训⑹持续的学习精神⑺敢于实践,通过实践不断的总结经验⑻善于分析总结
2、数控机床的故章诊断与维修应遵循那些原则
答:先静后动先软件后硬件先外部后内部先机械后电气先公用后专用先一般后特殊先简单后复杂3、数控机床的故章诊断与维修的过程中一般采用哪几种办法
答:追踪法自诊断功能参数检查替换法测量法4、数控机床的故障特点是什么
答:复杂性特殊性5、数控机床的故障类别有哪些
答:按故障内容分类按故障现象分类按故障的性质分类按故障有无检测分类6、数控机床的组成:CNC装置、I/O装置、伺服驱动系统、机床电气逻辑控制器、机床等组成
7、CNC装置将数控加工程序按两类控制量分别输出:连续控制量、离散的开关控制量
(PLC处理的是开关控制量)
8、确定机床故障产生的原因::书本P6-2-/89、确定故障产生原因的方法:⑴、直观法⑵、利用CNC系统自诊断功能⑶、利用状态显示功能⑷、利用印制电路板上的检测端子,⑸、备件更换法
10、利用CNC自诊断功能可以迅速、准确的查明原因并确定故障位置
自诊断功能一般分为:启动自诊断,在线自诊断、离线自诊断
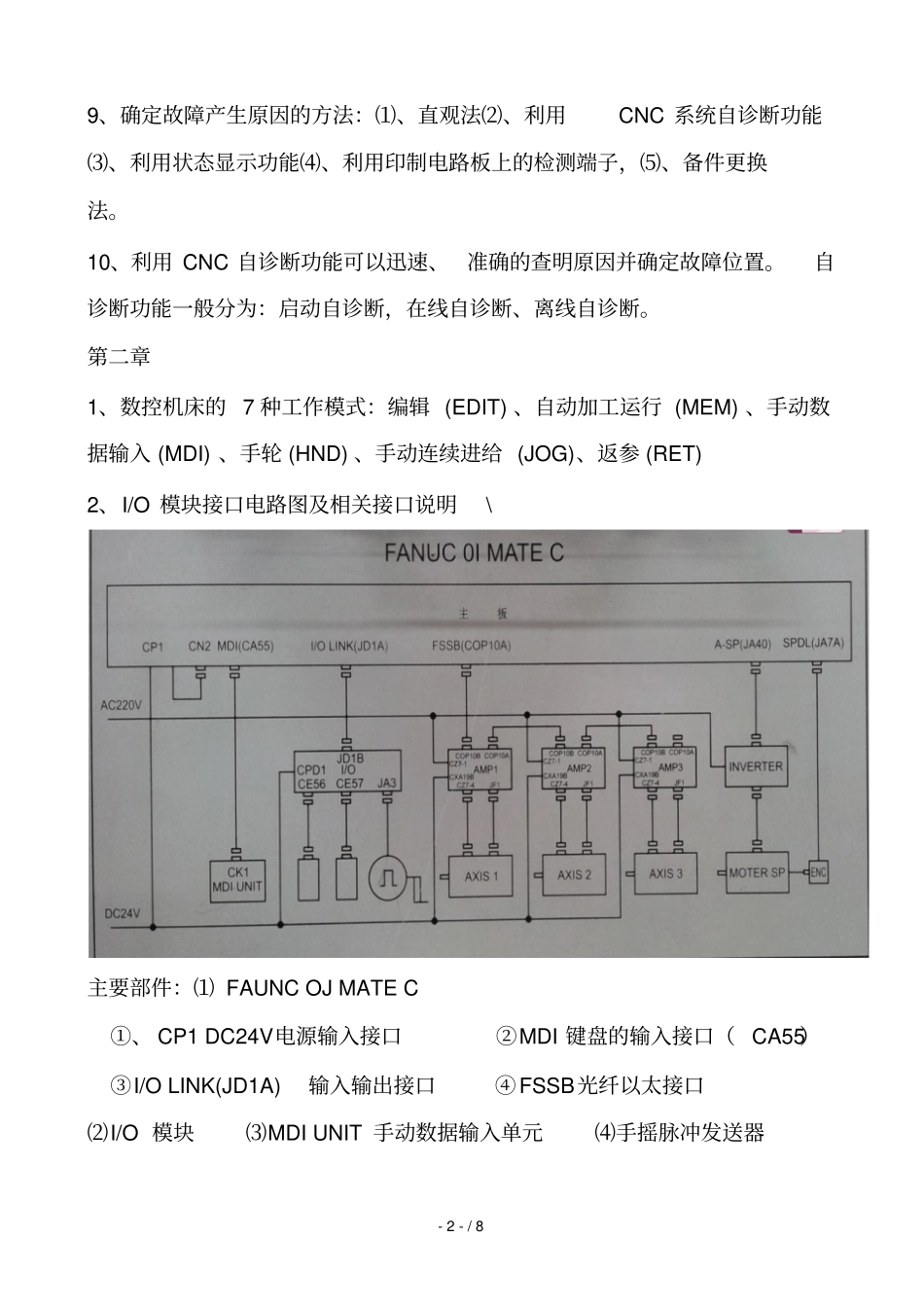
第二章1、数控机床的7种工作模式:编辑(EDIT)、自动加工运行(MEM)、手动数据输入(MDI)、手轮(HND)、手动连续进给(JOG)、返参(RET)2、I/O模块接口电路图及相关接口说明\主要部件:⑴FAUNCOJMATEC①、CP1DC24V电源输入接口②MDI键盘的输入接口(CA55)③I/OLINK(JD1A)输入输出接口④FSSB光纤以太接口⑵I/O模块⑶MDIUNIT手动数据输入单元⑷手摇脉冲发送器-3-/8