铝箔轧制常见缺陷的一般特征、原因及措施铝箔作为一种极限加工,其生产工序多、加工技术难度大、厚度最薄的生产特点决定了其产生缺陷的几率要比其他压力加工高许多倍,其生产的可能性、稳定性除非设备有重大问题,否则绝大部分与缺陷有关,努力减少和消除轧制缺陷是实现安全、优质、高效、低耗生产的关键之一
本资料主要以我厂在实际生产中遇到的一些问题为研究对象进行编制,旨在通过机台操作人员的学习来提升他们的基础知识和专业水平,更好地为顾客提供具有竞争力的产品
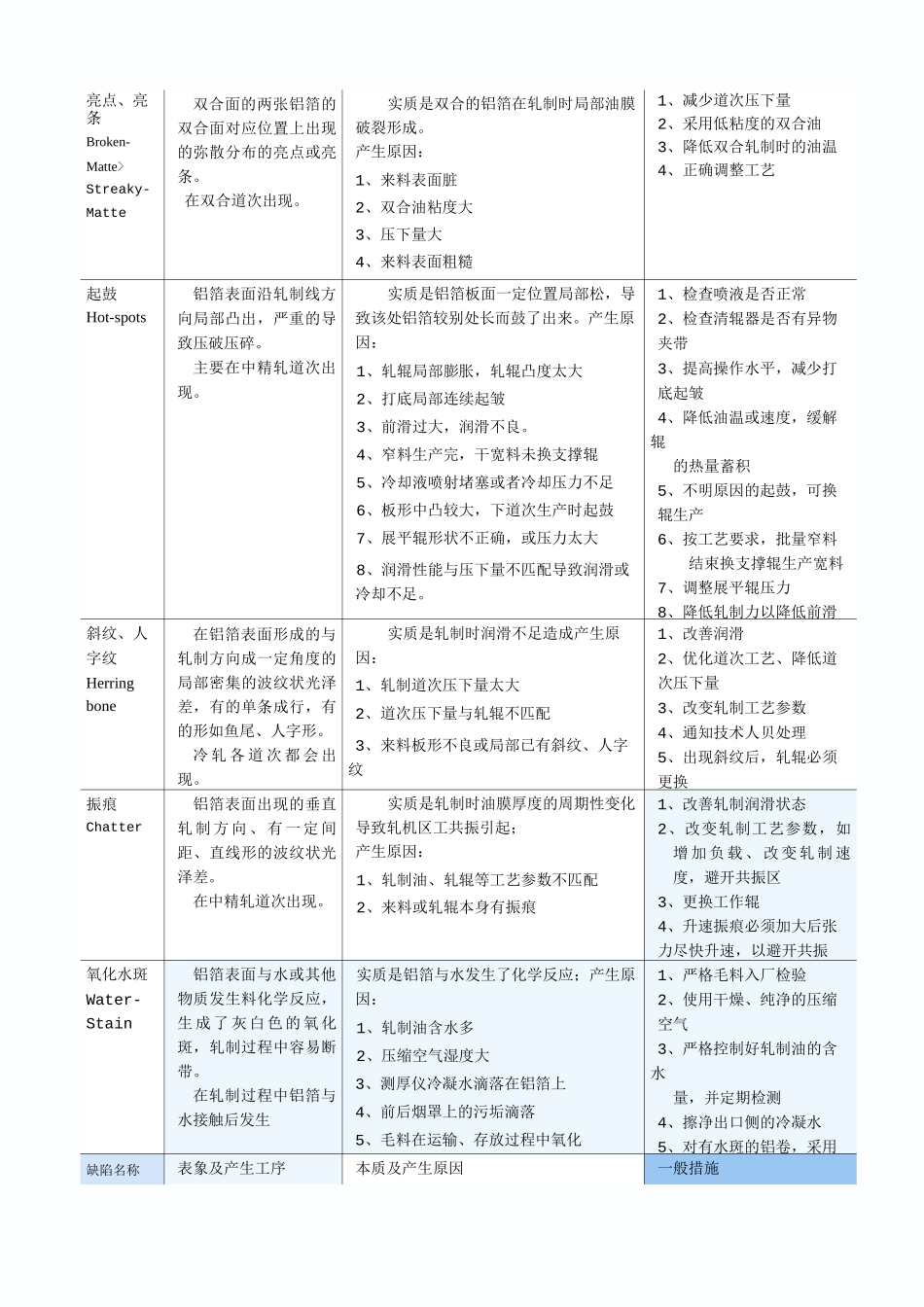
缺陷名称表象及产生工序本质及产生原因一般措施压折/斜角TensionCuts表现为由肋部向边部发展的折痕,与轧制方向成约45o角,严重时沿着折痕裂开而断带,有时也称斜角
一般在粗中轧道次会出现,实质:铝箔在被咬入轧辊后局部打折引起:1、两端压下量不均2、后张力小;3、上道次来料板形不良,边部波浪;4、上道次已有压痕;5、电气故障致张力波动也可产生压折1、增加轧制后张力2、调整入口导辊平行度3、通知电工查找原因开缝Splits轧制过程,铝箔在中部或肋部沿轧制方向纵向开裂,有形如连续黑线的裂缝
一办法生在中精扎道次
实质:带材进入辊缝时打折产生原因:1、后张力太小,没有拉平带材2、来料板形不良或本身已有起杠、起皱3、入口导辊不平行4、后张丿丿太人,入口打折5、轧制线不正确6、轧辊凸度太大1、正确设定后张力2、确保轧制线正确3、调整好入口导辊平行度4、合理调整轧辊凸度5、改善来料入口板形,可以调整料卷的组合搭配来改善入口板形
线条Milllines闸制过程中在料卷面出现的或宽或窄的与轧制同方向的细线状光泽差,颜色或明或暗
主要是在精轧道次出现,影响铝箔的表面质量
实质是轧辊与铝箔摩擦引起出口铝箔表面光亮度的不一致;产生原因:1、铝箔与工作辊之间的润滑不足2、支撑辊上有线条印到工作辊上3、清辊器不清洁,有铝箔或渣子夹带1、检查支撑辊,必要时进行打磨