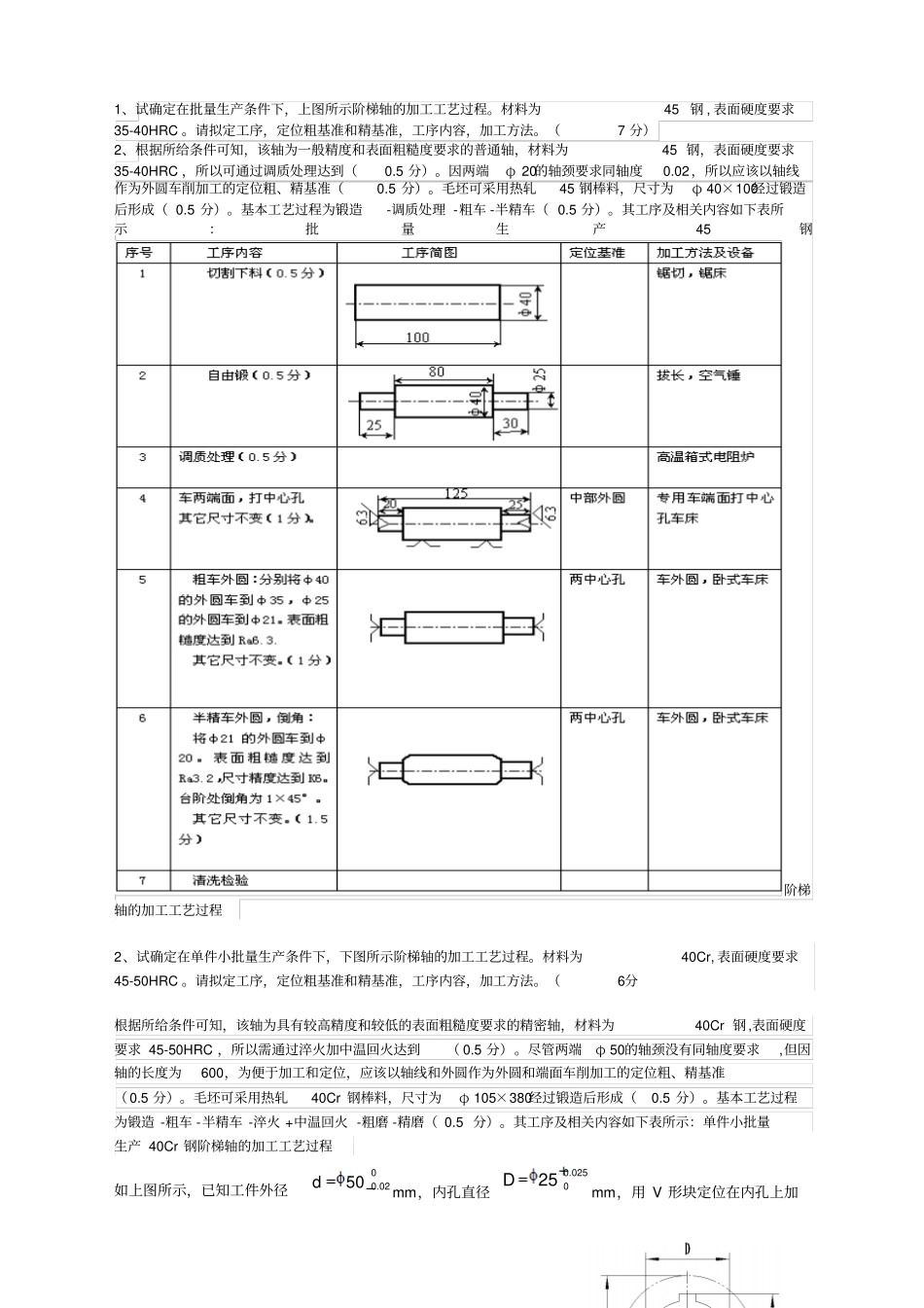
1、试确定在批量生产条件下,上图所示阶梯轴的加工工艺过程
材料为45钢,表面硬度要求35-40HRC
请拟定工序,定位粗基准和精基准,工序内容,加工方法
(7分)2、根据所给条件可知,该轴为一般精度和表面粗糙度要求的普通轴,材料为45钢,表面硬度要求35-40HRC,所以可通过调质处理达到(0
因两端φ20的轴颈要求同轴度0
02,所以应该以轴线作为外圆车削加工的定位粗、精基准(0
毛坯可采用热轧45钢棒料,尺寸为φ40×100经过锻造后形成(0
基本工艺过程为锻造-调质处理-粗车-半精车(0
其工序及相关内容如下表所示:批量生产45钢阶梯轴的加工工艺过程2、试确定在单件小批量生产条件下,下图所示阶梯轴的加工工艺过程
材料为40Cr,表面硬度要求45-50HRC
请拟定工序,定位粗基准和精基准,工序内容,加工方法
(6分根据所给条件可知,该轴为具有较高精度和较低的表面粗糙度要求的精密轴,材料为40Cr钢,表面硬度要求45-50HRC,所以需通过淬火加中温回火达到(0
尽管两端φ50的轴颈没有同轴度要求,但因轴的长度为600,为便于加工和定位,应该以轴线和外圆作为外圆和端面车削加工的定位粗、精基准(0
毛坯可采用热轧40Cr钢棒料,尺寸为φ105×380经过锻造后形成(0
基本工艺过程为锻造-粗车-半精车-淬火+中温回火-粗磨-精磨(0
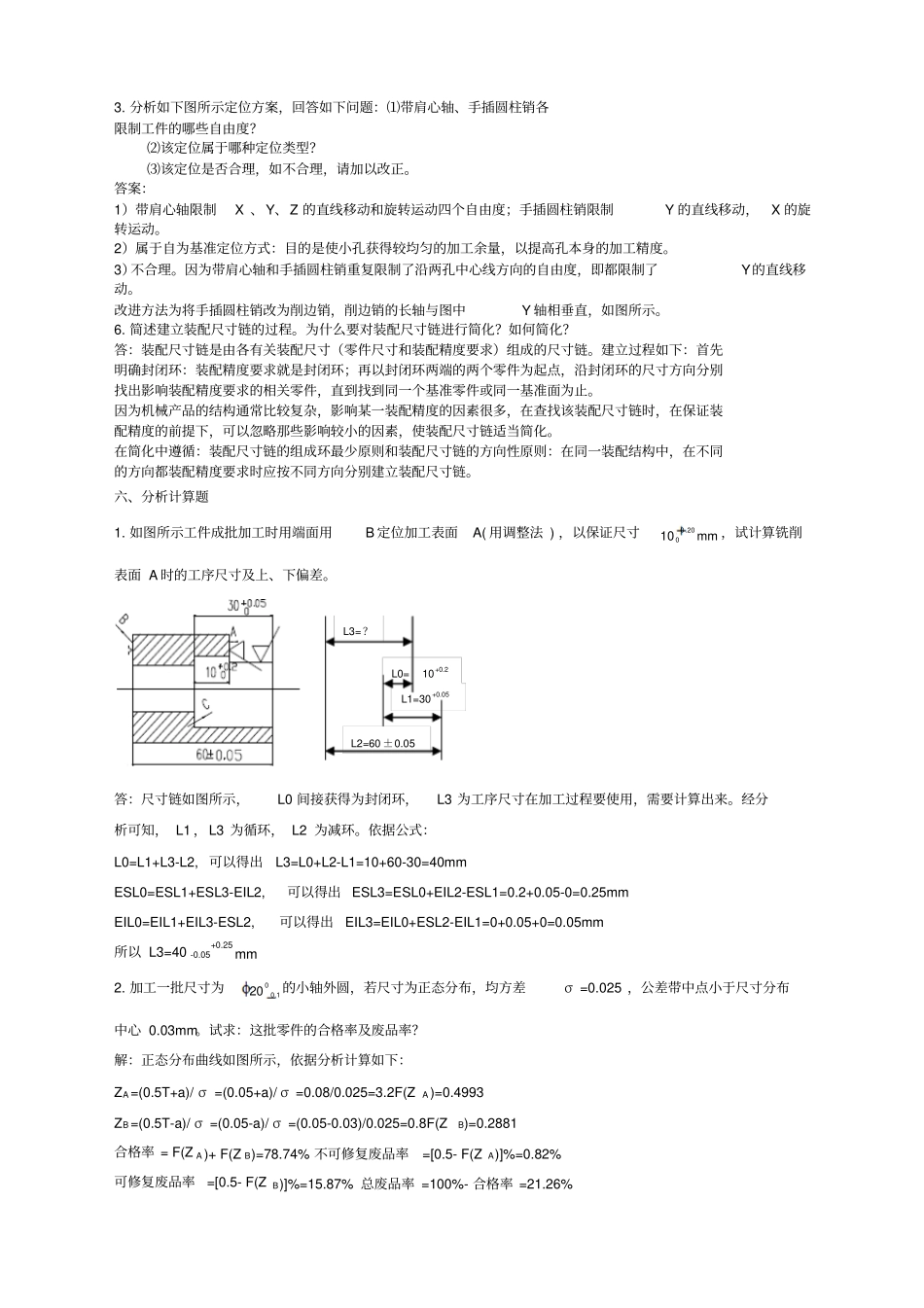
其工序及相关内容如下表所示:单件小批量生产40Cr钢阶梯轴的加工工艺过程如上图所示,已知工件外径00
0250dmm,内孔直径0
025025Dmm,用V形块定位在内孔上加工键槽,要求保证工序尺寸0
若不计内孔和外径的同轴度误差,求此工序的定位误差,并分析定位质量
解:(1)基准不重合误差0
01252DjbTmm(2)定位副制造不准确误差2sin(2)ddb