一、国内油套管生产线简介近年来,我国石油套管加工技术不断提高
油套管的出口量也不断加大,国内许多生产企业都加大了油套管生产的能力
通过对我国油套管加工企业的调查研究,了解到我国油套管加工业处于两极分化比较严重的状况,小型企业大多设备简陋,生产线自动化程度低,人员工作量大,产品质量差别很大且废品率很高
大型企业的生产线主要为进口设备
例如车丝机,水压机,拧扣机和打包机等,整条生产线的投资和自动化程度很高
例如:2007年胜利油田井下作业公司工程安装大队引进的首条号称国内一流的全自动化油套管加工生产线,主要设备基本为进口,整条生产线的自动化程度较高,实现了原材料的通径、螺纹参数、静水压、模印、喷印等多道工序全自动控制及流水线作业
2007年底,吐哈油田机械厂建成的套管生产线中,管体车丝机选用了2台日本大隈株式会社制造的LOC650一R高精度卧式加工中心
接箍加工生产线车丝机选用1台德国埃马克公司制造的VSC400DUO高精度立式加工中心
具有高科技含量、高精度、全自动、高效率的国际一流水平
胜利油田高原公司拥有油套管生产线4条,年产PLS-2、P110、N80、J55等钢级的油套管l5万t,螺纹加工采用数控车床,进口成型刀具一次加工完成
并购置了日本森精机公司的两台高精度数控车床,能加工7寸以上的套管
中海油能源发展管道钻采管材分公司于2011年建成一条23/8寸到7寸的油套管生产线,年产1万吨,能加工具有自我知识产权的气密扣、快速扣及API常规螺纹
车床主要选用了沈阳第一机床厂生产的SUC8128A高精密车床,该车床采用仿比利时车床设计,具有三轴联动、卡盘自动扶正等功能,整条生产线自动化程度较高,并选用了国内技术领先的UV喷漆机设备,光管喷漆后1秒快干,即提高了产品效率和外观质量,还兼顾了节能环保效果
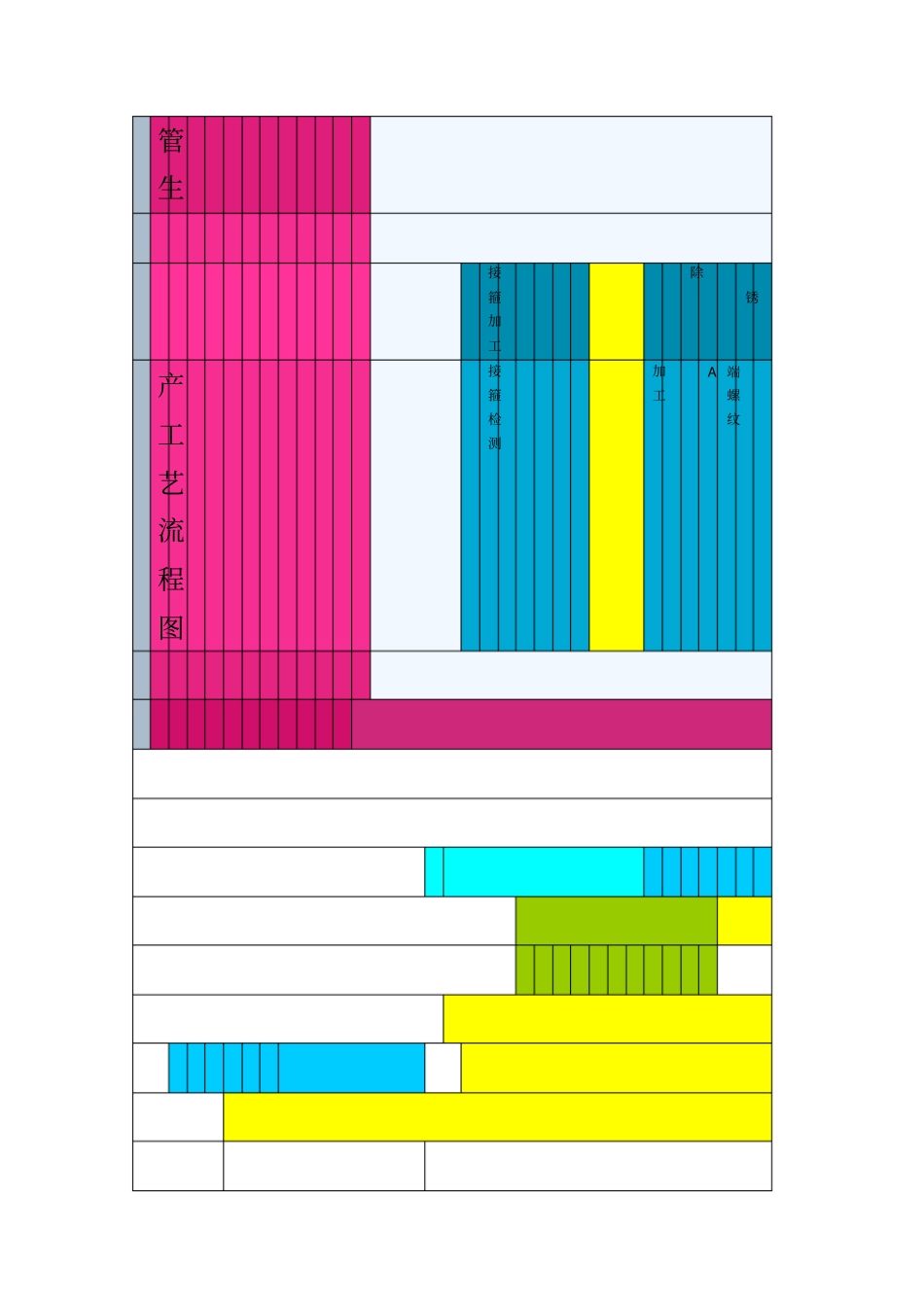
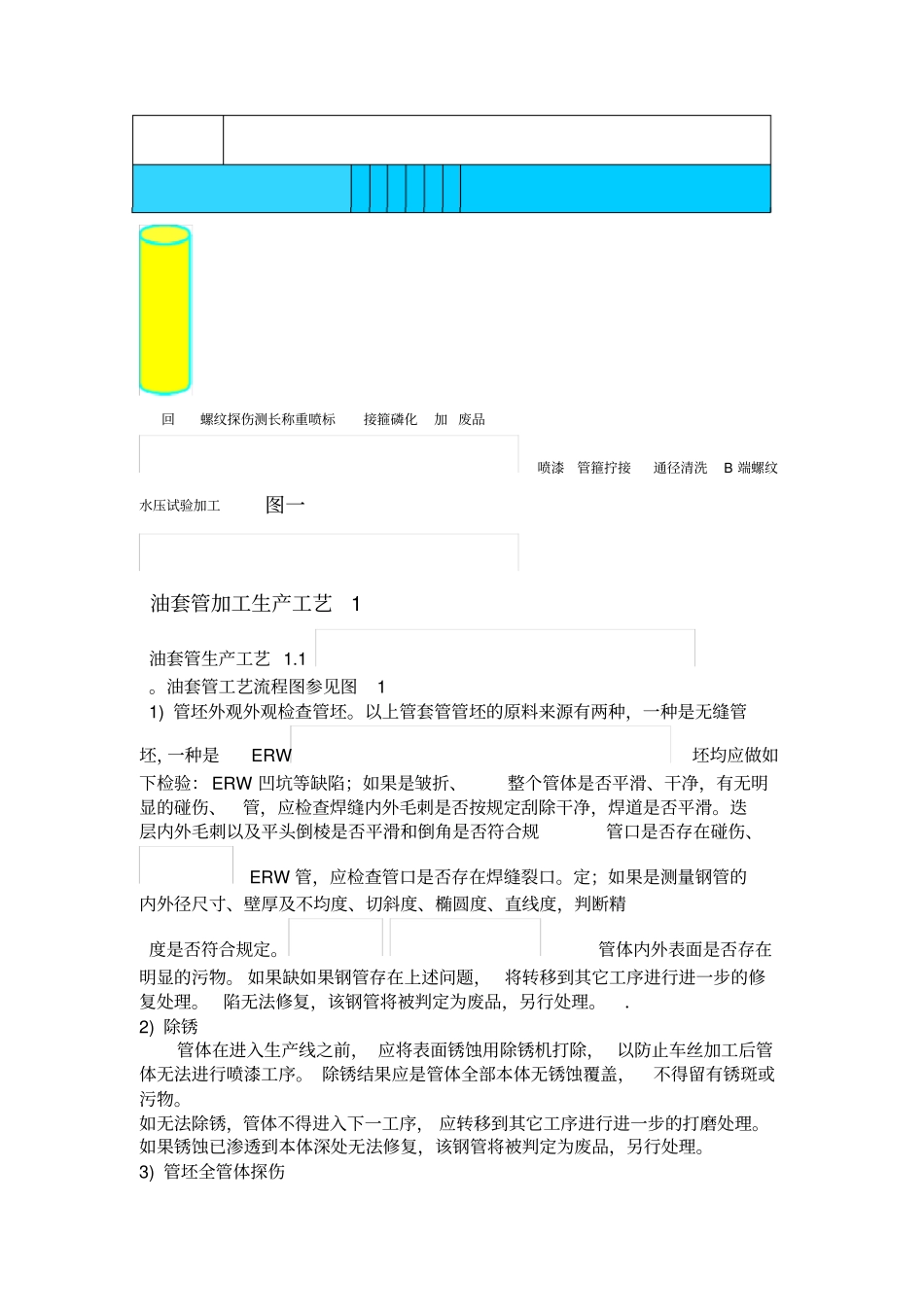
二、油套管生产工艺介绍钢管上料管坯切断切头返油套管生接箍加工除锈产工艺流程