冶炼终点及温度控制管理规定钢水温度控制,是保证生产能否顺行、各类原辅材料消耗能否降低、铸坯质量能否提高的一重要环节
钢水过热度控制过高或过低,都会给连铸生产带来非常不利的影响
为保证连铸钢水温度控制合理,减少连铸中包温度过高或过低现象,冶炼终点温度控制管理规定如下
温度控制管理规定1
1炼钢连铸夏季时间参考温度控制表(按干式料包四流生产制定)冬季时间(11月~3月)的温度控制范围在上述温度基础上要提高10~20℃,三流浇钢时在上述温度范围基础上再增加5~10℃
使用绝热板中间包,在上述温度基础上可再降低10度
2生产过程中,当遇大包开浇中包温度偏低时,及时向大包、中包内投放2袋以上碳化稻壳(保温剂),大包并盖盖保温
当遇大包开浇后中包温度偏高时,及时向大包投放干燥、洁净的钢坯降温
钢种各工序温度(℃)开浇第一炉连浇第二炉连浇第三炉正常连浇Q195出钢1700~17101685~16951670~16801660~1670吹氩前1635~16451625~16351615~16251610~1620吹氩后1615~16251605~16151595~16051590~1600连铸平台1610~16201600~16101590~16001585~1595中间包1550~15601545~15551540~15501540~1550Q215Q235出钢1695~17051680~16901665~16751655~1665吹氩前1630~16401620~16301610~16201605~1615吹氩后1610~16201600~16101590~16001585~1595连铸平台1605~16151595~16051585~15951580~1590中间包1545~15551540~15501535~15451535~15451
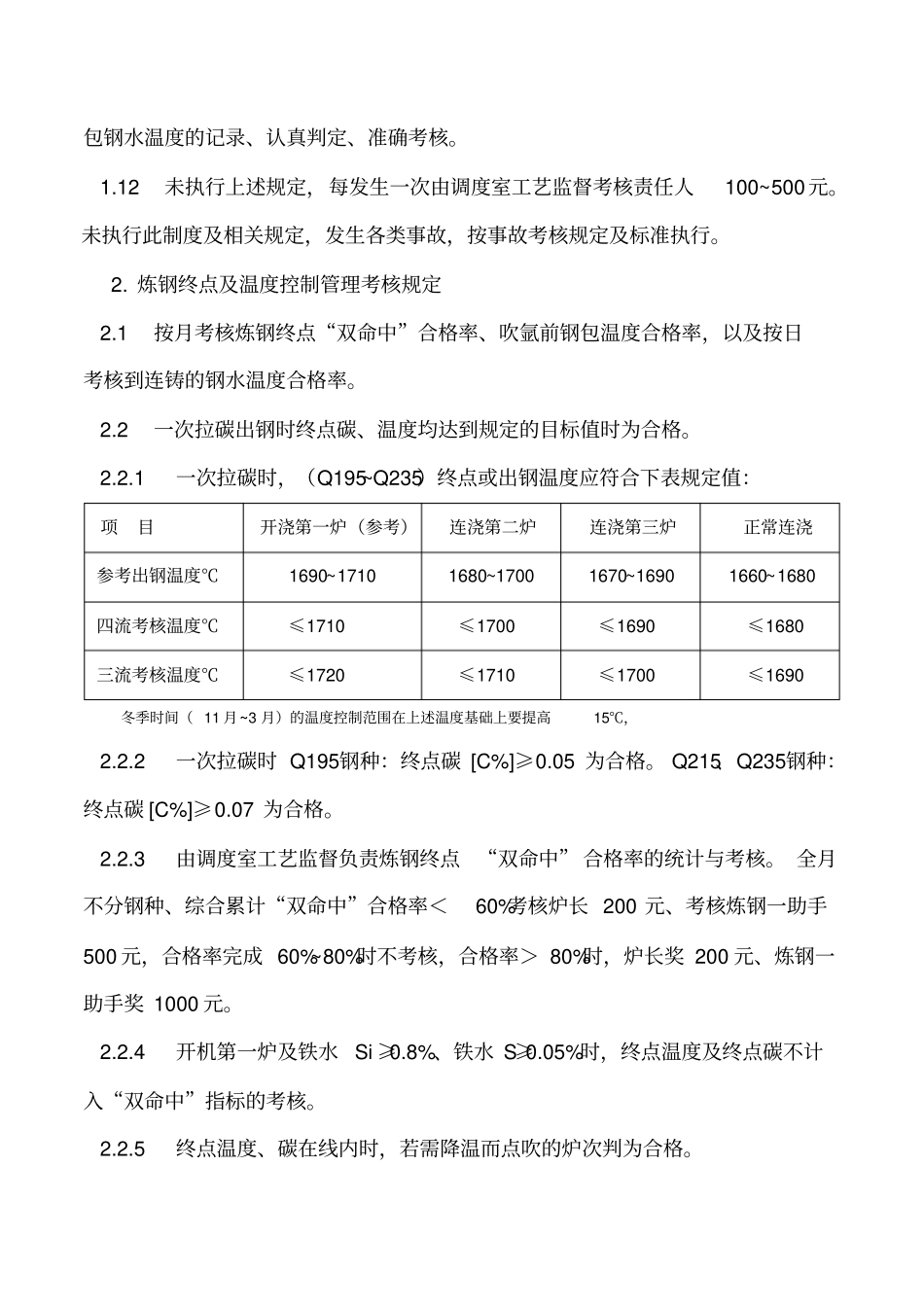
3炼钢终点或出钢温度、吹氩前温度(吊