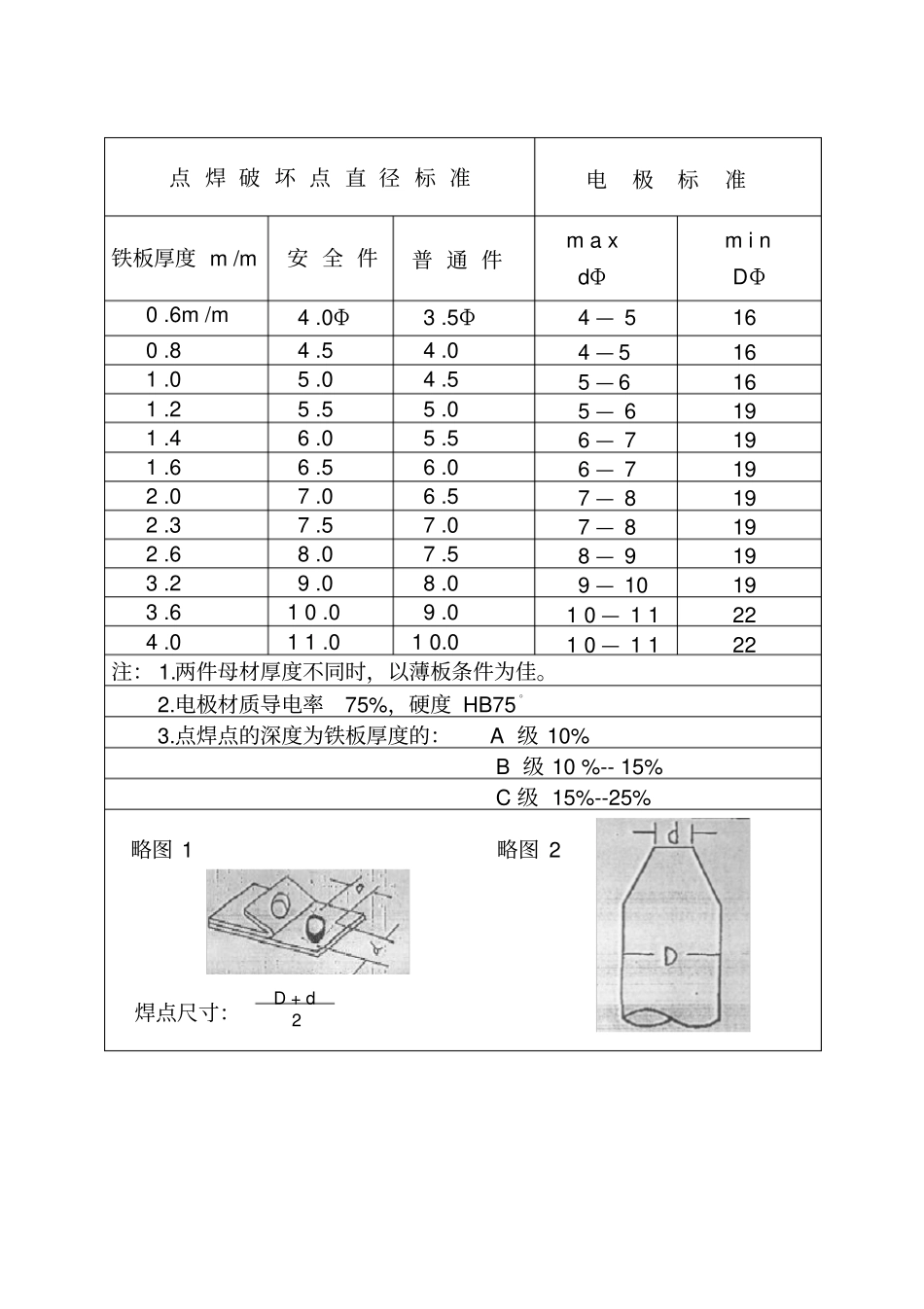
10]焊接技术科:张景文成都华翔焊接技术科电阻点焊焊点破坏规格标准点焊破坏点直径标准电极标准铁板厚度m/m安全件普通件maxdΦminDΦ0
5Φ4—5160
04—5161
55—6161
05—6191
56—7191
06—7192
57—8192
07—8192
58—9193
09—10193
010—11224
010—1122注:1
两件母材厚度不同时,以薄板条件为佳
电极材质导电率75%,硬度HB75
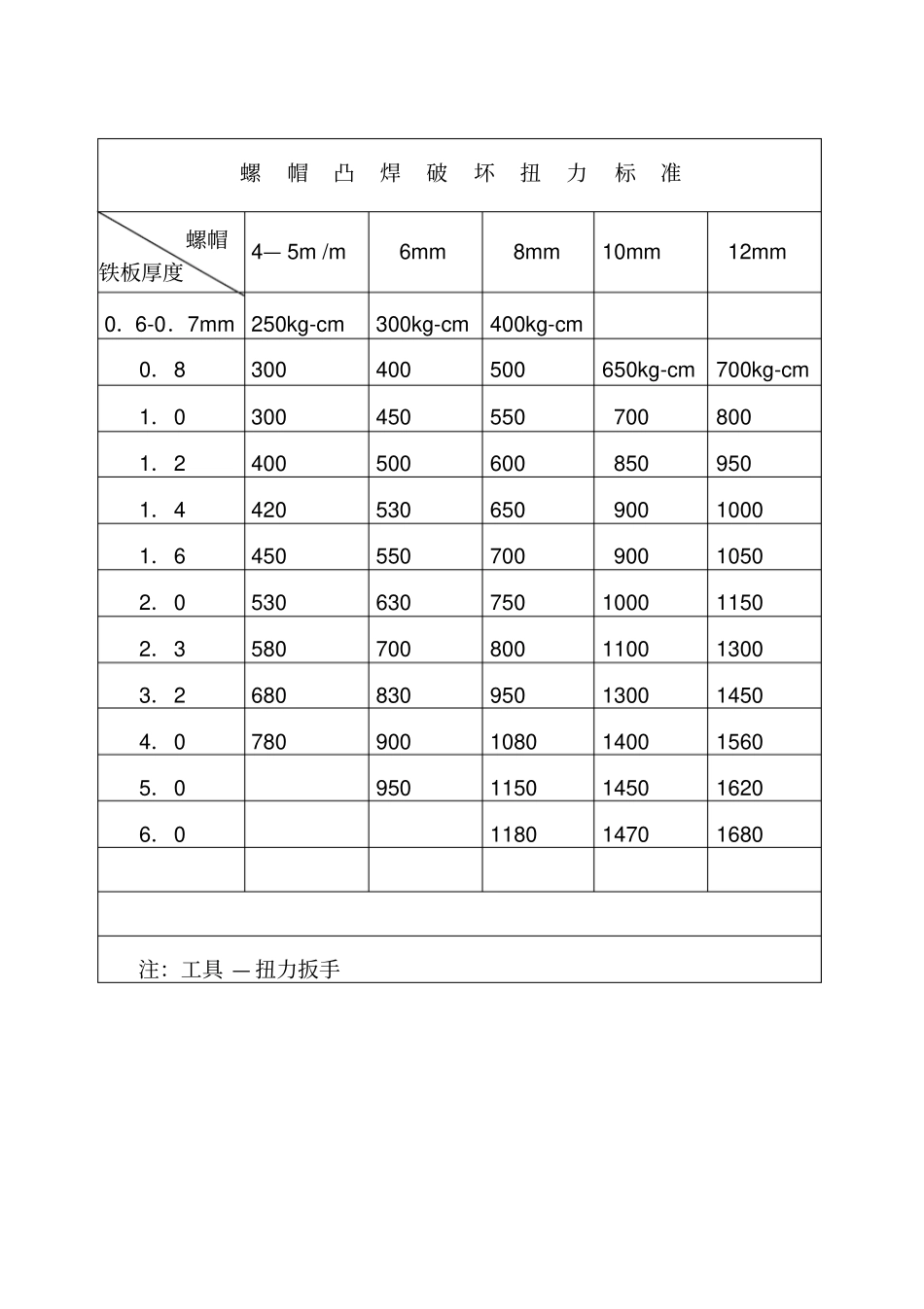
点焊点的深度为铁板厚度的:A级10%B级10%--15%C级15%--25%略图1略图2焊点尺寸:D+d2螺帽凸焊破坏扭力标准4—5m/m6mm8mm10mm12mm0.6-0.7mm250kg-cm300kg-cm400kg-cm0.8300400500650kg-cm700kg-cm1.03004505507008001.24005006008509501.442053065090010001.645055070090010502.0530630750100011502.3580700800110013003.2680830950130014504.07809001080140015605.09501150145016206.0118014701680注:工具—扭力扳手铁板厚度螺帽凸焊螺帽螺丝脱离强度试验标准5mm6mm8mm5mm6mm8mm10mm0.6mm350kg370kg270kg250kg300kg350kg350kg0.83904304303004504506001.04805005003405005007501.25505805803705805807801.