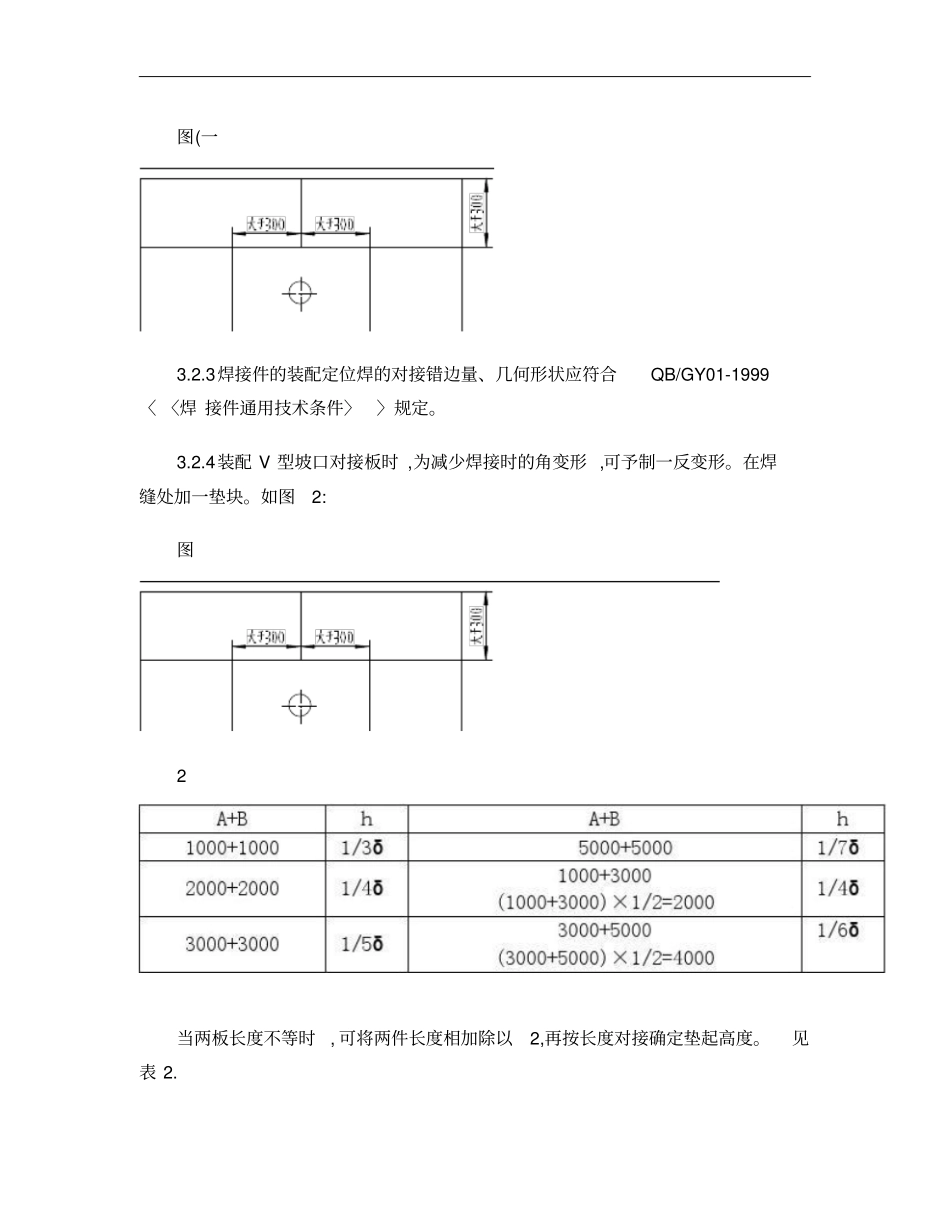
1.主题内容与适用范围。本守则规定了焊接件装配方案的选择原则及装配定位焊的具体要求。本守则适用于本厂产品的焊接件装配定位焊。若本守则与产品图纸要求相矛盾时,以产品图纸为准。2.装配定位焊前的准备工作。2.1熟悉产品图纸与工艺,了解结构件的特点、技术要求。2.2选择合理的工作场地,准备必用的工具,将工作场地整理清洁,平台表面打扫干净,不留异物,附近清除一切障碍物。2.3领取装配用零件,所有零件都必须检查合格,不合格件不得装配。2.4清理零件焊接处2.4.1凡气割零件一律用铲或砂轮清除熔渣毛刺。2.4.2将零件焊逢两侧距焊缝20mm内的铁锈、氧化皮、油污及其他脏物清理干净,否则不准装配。对不锈钢零件,应采用不锈钢丝刷或铜丝刷,不准采用钢丝刷。2.4.3根据工艺和具体生产条件,准备好专用工装,并熟悉其使用方法,若自制胎夹具,则应满足下列要求:a.结构简单,使用方便,能满足装配质量要求。b.装拆方便,安全可靠,尽可能适用。2.4.4准备好标准工具和辅助工具,检查其是否安全可靠。3.装配定位焊。3.1装配方案的选择。3.1.1尽量将大型复杂的构件,根据实际可能分成几个组件,分别进行装配焊接,大的组件可分成几个小的组件装焊,小的组件装焊好,再组成大的组件。为方便运输和确保运输安全,大的组件可到现场总装。3.1.2大的构件分组依据如下:a.厂内和工地的起重能力b.厂内厂外运输条件c.尽可能减少工地总装时的装配和焊接工作量。3.1.3装配时,为减少焊接变形,应选用合理的装配顺序。3.1.4洗浆机鼓体可先装配焊接左右半鼓,然后穿一工装轴定位,再将左右半鼓与中间筒体装配定位焊成鼓体组件。3.1.5洗浆机槽体,先分成左右侧板组件进行装配定位焊,并焊接,然后再与槽底板及其它件(支座、法兰等装配定位焊,组成槽体。3.1.6其他产品的鼓体和槽体均可借这种顺序装配定位焊,并根据结构的不同作灵活改变。3.1.7对一些简单的结构件,可不分组,一次装配并焊接。3.2装配定位焊的要求。3.2.1为减少焊接变形,保证焊接质量,应严格按图纸控制焊缝的坡口及装配间隙。若图纸无规定时,按QB/GY01-1999《焊接件通用技术条件》规定。3.2.2装配时,应将相邻的焊逢错开,其距离不得小于300mm,且使焊逢尽量避开开孔位置。如图(—:图(一3.2.3焊接件的装配定位焊的对接错边量、几何形状应符合QB/GY01-1999〈〈焊接件通用技术条件〉〉规定。3.2.4装配V型坡口对接板时,为减少焊接时的角变形,可予制一反变形。在焊缝处加一垫块。如图2:图2当两板长度不等时,可将两件长度相加除以2,再按长度对接确定垫起高度。见表2.3.2.5应减少或避免强行武力装配,需要锤击时,锤击处,不得有明显的锤痕,锤痕深度应小于0.5mm,对大于0.5mm锤痕及划伤,应焊补后磨平。3.2.6不锈钢工件在装配时,禁止用铁锤直接锤击,必要时可垫一铜块,也可用铜锤或包铜的锤锤击。3.2.7对大零件的装配定位焊。如槽底和大型法兰,允许临时焊定位板(块进行装配定位焊,之后将定位板(块去掉,并将焊缝磨平。3.2.8没有工装时,装配应先划线,按划线的零件位置进行装配。3.2.9装配时的定位焊要求。3.2.9.1装配时,定位焊应使用与正式焊接相同牌号(型号的焊接材料和焊接设备。3.2.9.2定位焊所用得焊条直径,可参考表2选用。表2保温1-2小时,碱性焊条烘干温度350-400℃,保温1-2小时,然后放在100℃保温箱内,随用随取。3.2.9.5酸性焊条可用交流或直流焊机,酸性焊条应使用直流焊机(反接,工件接负极,电焊条接正极。3.2.9.6在焊缝交叉处,或焊缝急剧变化处,不要进行定位焊,可离开该处60mm左右定位焊。3.2.9.7定位焊缝是正式焊缝的组成部分,定位焊的位置,长度、高度和数量可根据焊件的大小、母材厚度等具体情况灵活掌握。见表4:定定位焊焊缝的数目,应尽量使其均匀分布。3.2.9.9如焊件焊接时,需要予热则定位焊时,也应将工件予热到相应的温度。3.2.9.10定位焊缝的起头和结尾应圆滑,不得有裂纹、未焊透、夹渣、气孔等缺陷,如有应铲除重焊。3.2.9.11不锈钢焊件定位焊时,与焊件接触的焊接地线卡板应为不锈钢制作。4.检验;4.1焊件装配定位焊过程中,操作者应进行自检,装配定位焊完毕,再自检一次,然后交检查科检验。4.2检查可根据图纸、工艺和本厂QB/GY01-1999<<焊接件通用技术条件〉〉进行检验,合格后转下道工序。5.安全:操作者应严格遵守《安全操作规程》做到安全文明生产,防止发生人身和设备事故。