焊接工艺评定文件评定报告编号:LMHG001江苏天目建设集团有限公司二○一二年九月焊接工艺评定文件执行标准:GB50236《现场设备工业管道焊接工程施工及验收规范》编制:审核:批准:编制说明:本工艺评定文件的内容是按国技监局《蒸汽锅炉安全监察规程》、DL/T868《焊接工艺评定规程》、GB50236《现场设备工业管道焊接工程施工及验收规范》标准规定的总则、评定原则、焊接方法、材料适用范围、焊接位置、评定项目以及焊接试件、试样制备、热处理、无损检测等评定工作的程序和管理实施的
适用于电力行业锅炉、压力容器、管道和承重钢结构等钢制设备制作安装、修复工作
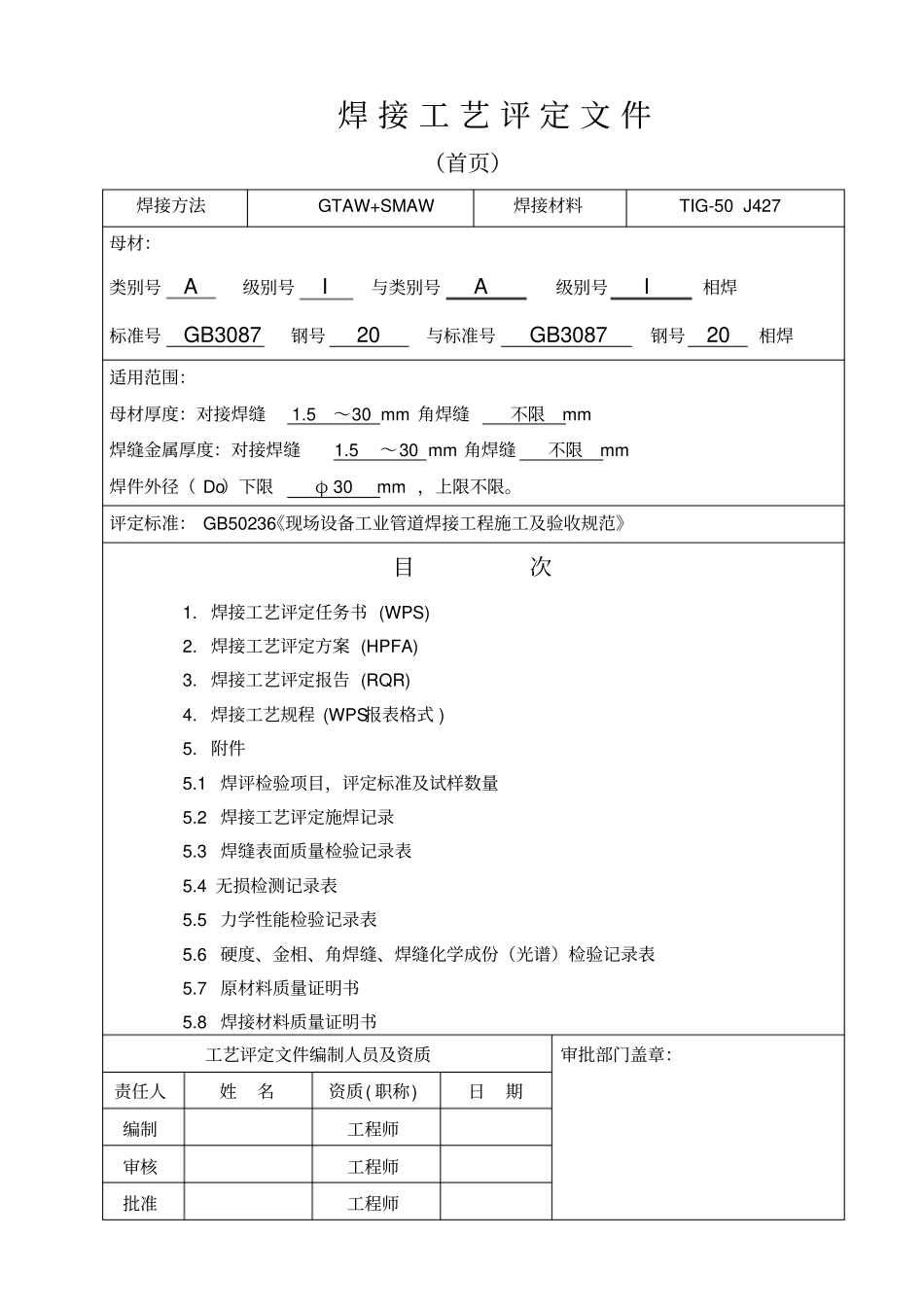
焊接工艺评定文件(首页)焊接方法GTAW+SMAW焊接材料TIG-50J427母材:类别号A级别号I与类别号A级别号I相焊标准号GB3087钢号20与标准号GB3087钢号20相焊适用范围:母材厚度:对接焊缝1
5~30mm角焊缝不限mm焊缝金属厚度:对接焊缝1
5~30mm角焊缝不限mm焊件外径(Do)下限φ30mm,上限不限
评定标准:GB50236《现场设备工业管道焊接工程施工及验收规范》目次1
焊接工艺评定任务书(WPS)2
焊接工艺评定方案(HPFA)3
焊接工艺评定报告(RQR)4
焊接工艺规程(WPS报表格式)5
1焊评检验项目,评定标准及试样数量5
2焊接工艺评定施焊记录5
3焊缝表面质量检验记录表5
4无损检测记录表5
5力学性能检验记录表5
6硬度、金相、角焊缝、焊缝化学成份(光谱)检验记录表5
7原材料质量证明书5
8焊接材料质量证明书工艺评定文件编制人员及资质审批部门盖章:责任人姓名资质(职称)日期编制工程师审核工程师批准工程师焊接工艺评定任务书(RWS)焊接工艺评定任务书(RWS)任务书编号:RWS0012012年9月产品名称压力管道应用范围锅炉压力容器、压力管道评定项目碳素钢管的氩弧焊封底+焊