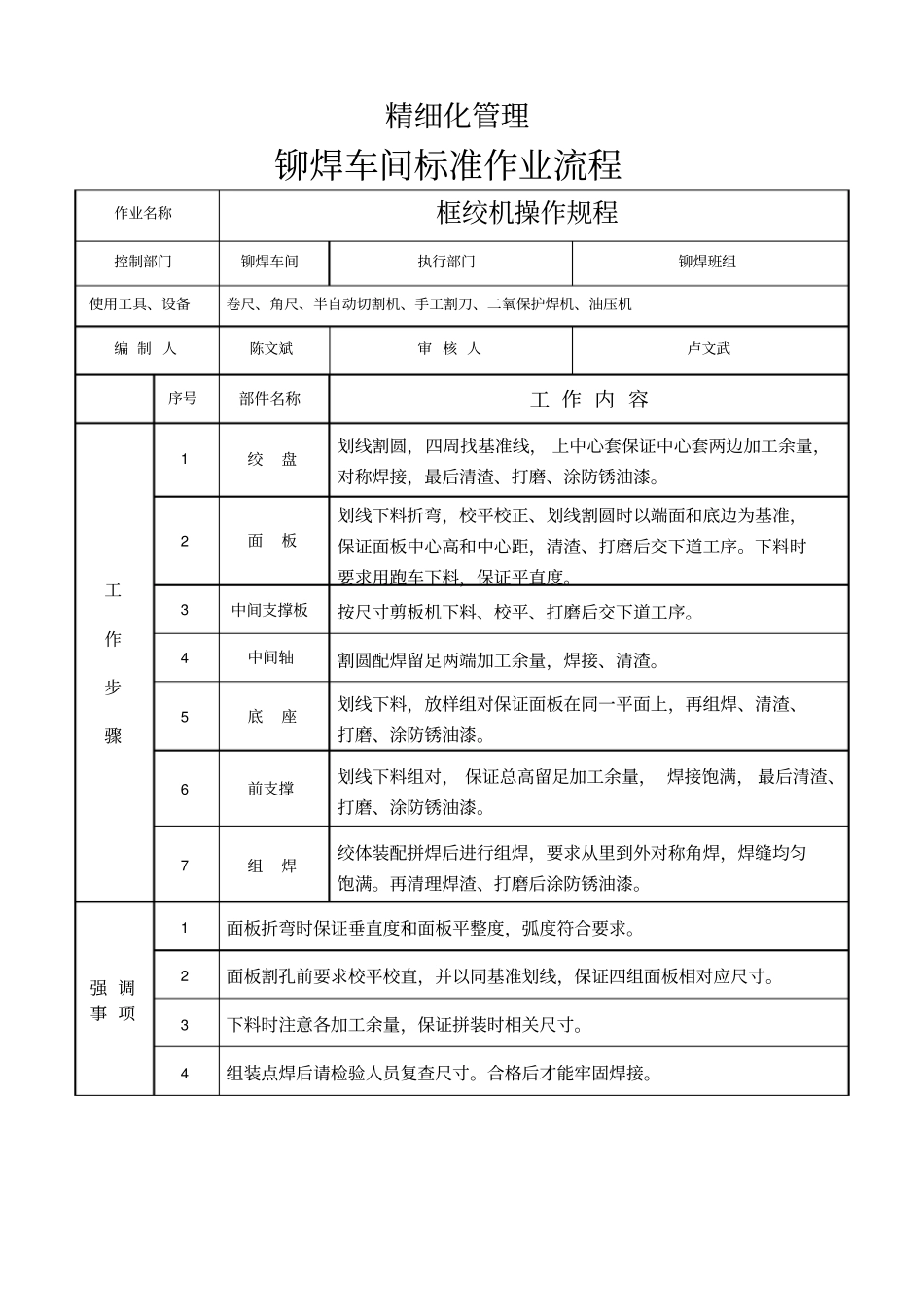
精细化生产管理作业流程1、框绞机铆焊车间作业流程2、笼绞机铆焊车间作业流程3、成缆机铆焊车间作业流程4、牵引装置铆焊车间作业流程5、盘绞机铆焊车间作业流程6、成缆机装配车间钳工作业流程7、成缆机装配车间装配作业流程8、框绞机装配车间钳工作业流程9、框绞机装配车间装配作业流程10、笼绞机装配车间钳工作业流程11、笼绞机装配车间装配作业流程12、盘绞机装配车间钳工作业流程13、盘绞机装配车间装配作业流程精细化管理铆焊车间标准作业流程作业名称框绞机操作规程控制部门铆焊车间执行部门铆焊班组使用工具、设备卷尺、角尺、半自动切割机、手工割刀、二氧保护焊机、油压机编制人陈文斌审核人卢文武序号部件名称工作内容工作步骤1绞盘划线割圆,四周找基准线,上中心套保证中心套两边加工余量,对称焊接,最后清渣、打磨、涂防锈油漆
2面板划线下料折弯,校平校正、划线割圆时以端面和底边为基准,保证面板中心高和中心距,清渣、打磨后交下道工序
下料时要求用跑车下料,保证平直度
3中间支撑板按尺寸剪板机下料、校平、打磨后交下道工序
4中间轴割圆配焊留足两端加工余量,焊接、清渣
5底座划线下料,放样组对保证面板在同一平面上,再组焊、清渣、打磨、涂防锈油漆
6前支撑划线下料组对,保证总高留足加工余量,焊接饱满,最后清渣、打磨、涂防锈油漆
7组焊绞体装配拼焊后进行组焊,要求从里到外对称角焊,焊缝均匀饱满
再清理焊渣、打磨后涂防锈油漆
强调事项1面板折弯时保证垂直度和面板平整度,弧度符合要求
2面板割孔前要求校平校直,并以同基准划线,保证四组面板相对应尺寸
3下料时注意各加工余量,保证拼装时相关尺寸
4组装点焊后请检验人员复查尺寸
合格后才能牢固焊接
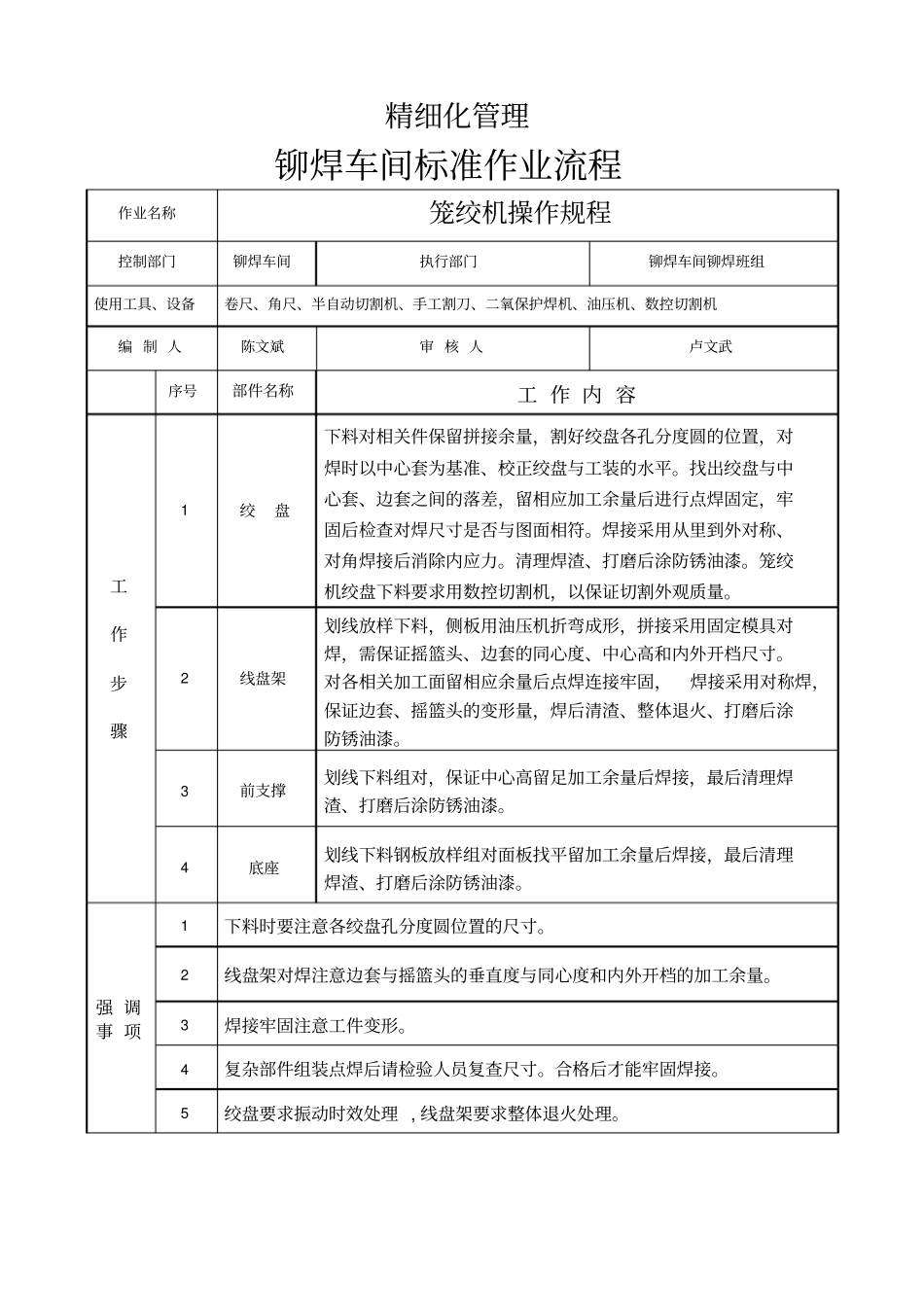
精细化管理铆焊车间标准作业流程作业名称笼绞机操作规程控制部门铆焊车间执行部门铆焊车间铆焊班组使用工具、设备卷尺、角尺、半自动切割机、手工割刀、二氧保护焊机、油压机、数控切割机