钢制压力容器焊接工艺评定1主题内容与适用范围本标准规定了钢制压力容器焊接工艺评定规则、试验方法和合格指标
本标准适用于钢制压力容器的气焊、手弧焊、氩弧焊、熔化极气体保护焊、钨极气体保护焊、电渣焊、耐蚀层堆焊的焊接工艺评定
2引用标准GB150-89钢制压力容器GB228-87金属拉伸试验方法GB232-88金属弯曲试验方法GB912-82普通碳素结构钢和低合金结构钢薄钢板技术条件GB2106-80金属夏比(V型缺口)冲击试验方法GB2270-80不锈钢无缝钢管GB3274-88碳素结构钢和低合金结构钢热轧厚钢板和钢带GB3323-87钢熔化焊对接接头射线照相和质量分级GB3531-83低温压力容器用低合金钢厚钢板技术条件GB4237-84不锈钢热轧钢板GB5681-85压力容器用热轧钢带GB6479-86化肥设备用高压无缝钢管GB6653-86焊接气瓶用钢板GB6654-86压力容器用碳素钢和低合金钢厚钢板GB6655-86多层压力容器用低合金钢钢板GB8163-87输送流体用无缝钢管GB9948-88石油裂化用无缝钢管JB755-85压力容器锻件技术条件JB1152-81锅炉和钢制压力容器对接焊缝超声波探伤3总则3
1焊接工艺评定应以可靠的钢材焊接性能试验为依据,并在产品焊接之前完成
2焊接工艺评定过程是:拟定焊接工艺指导书、根据本标准的规定施焊试件、检验试件和试样、测定焊接接头是否具有所要求的使用性能、提出焊接工艺评定报告
从而验证施焊单位拟定的焊接工艺的正确性
3焊接工艺评定所用设备、仪表应处于正常工作状态,钢材、焊接材料必须符合相应标准,由本单位技能熟练的焊接人员焊接试件
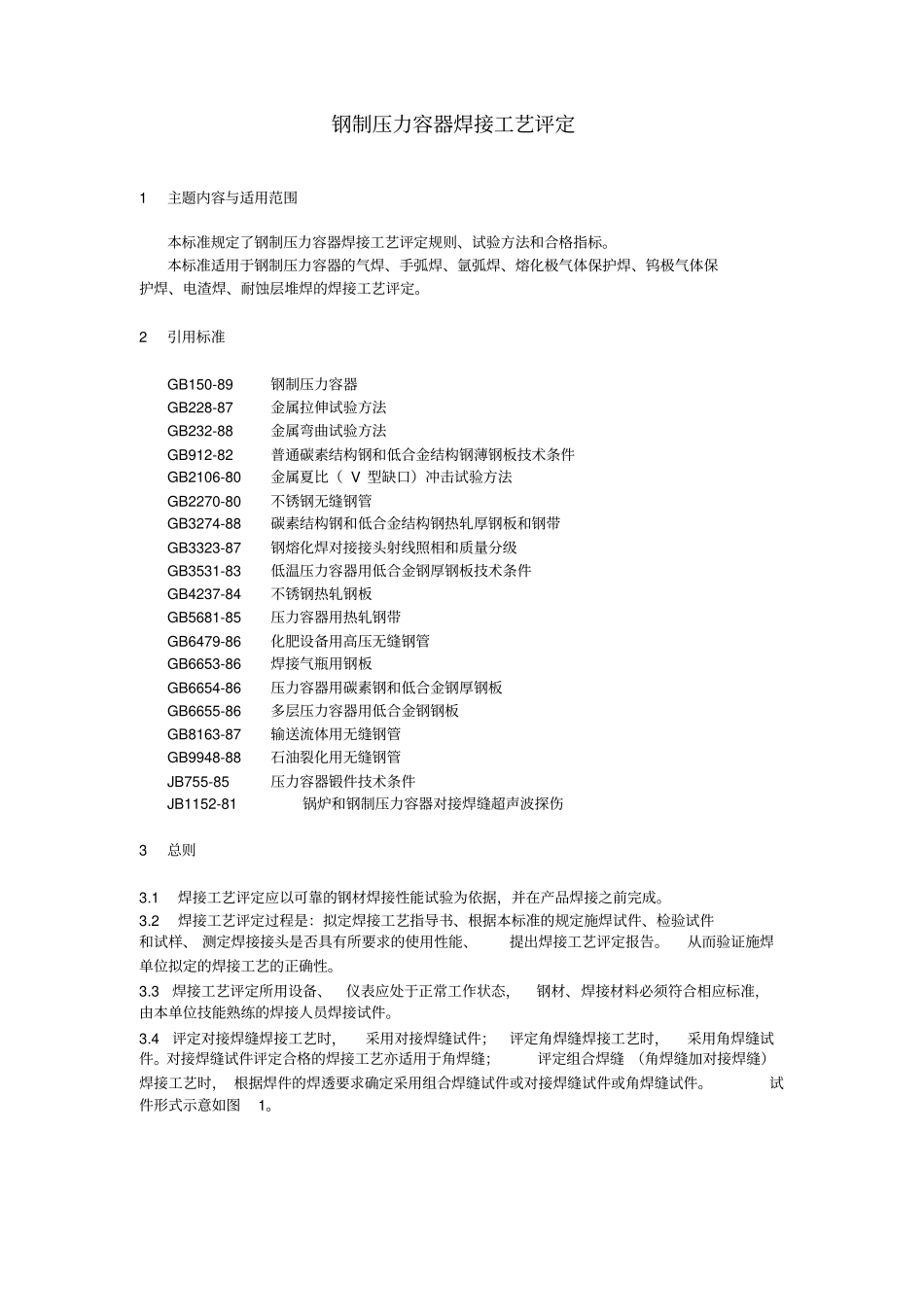
4评定对接焊缝焊接工艺时,采用对接焊缝试件;评定角焊缝焊接工艺时,采用角焊缝试件
对接焊缝试件评定合格的焊接工艺亦适用于角焊缝;评定组合焊缝(角焊缝加对接焊缝)焊接工艺时,根据焊件的焊