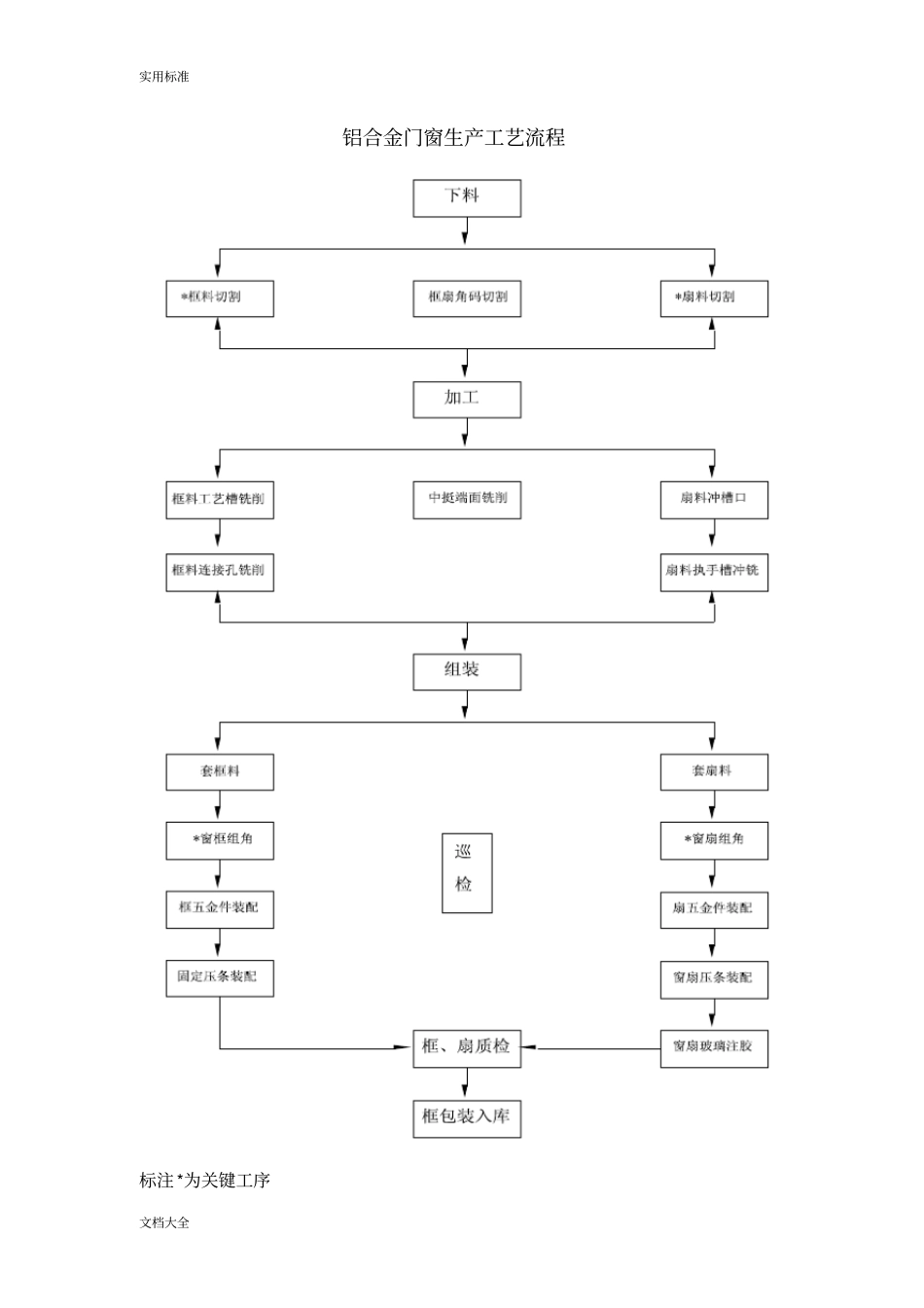
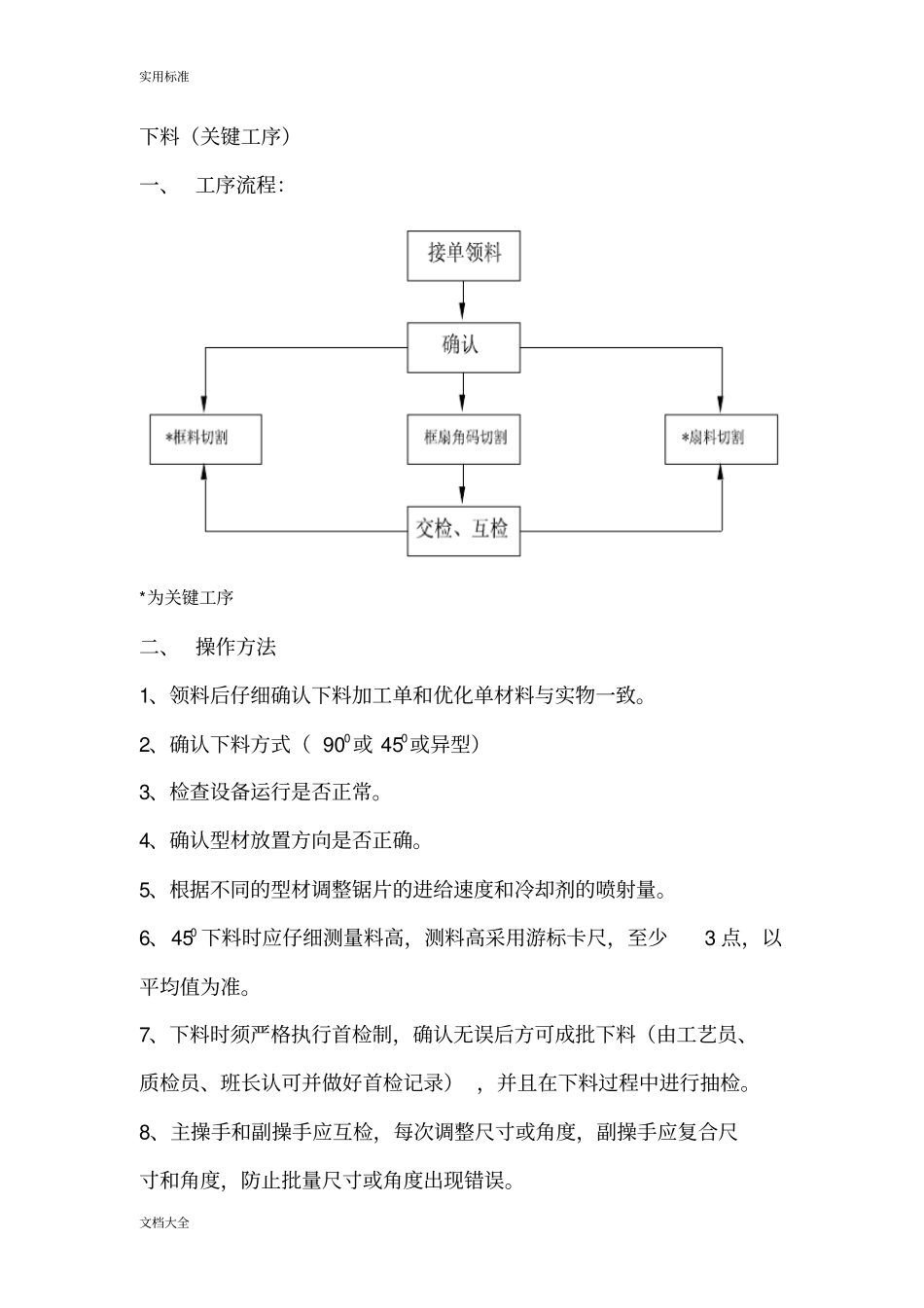
实用标准文档大全铝合金门窗生产工艺流程实用标准文档大全铝合金门窗生产工艺流程标注*为关键工序实用标准文档大全下料(关键工序)一、工序流程:*为关键工序二、操作方法1、领料后仔细确认下料加工单和优化单材料与实物一致
2、确认下料方式(900或450或异型)3、检查设备运行是否正常
4、确认型材放置方向是否正确
5、根据不同的型材调整锯片的进给速度和冷却剂的喷射量
6、450下料时应仔细测量料高,测料高采用游标卡尺,至少3点,以平均值为准
7、下料时须严格执行首检制,确认无误后方可成批下料(由工艺员、质检员、班长认可并做好首检记录),并且在下料过程中进行抽检
8、主操手和副操手应互检,每次调整尺寸或角度,副操手应复合尺寸和角度,防止批量尺寸或角度出现错误
实用标准文档大全9、角码要根据不同的型材试装后,方可成批下料
10、工件的数量应以生产部下发的下料单或班长经书面形式提供的数量为准,确保数量无误(生产部或班长签字为准)
11、尺寸:框料0——+0
5;扇料-0
12、下完料后待设备停止运行后及时清除腔内的铝屑,要按照不同的规格,标明尺寸/数量,分类码放整齐,不同规格不能混放,转到下道工序时要办好交接记录
13、需交接班时,应有记录,并作好交接手续
由于交接不当而出现的问题由交接双方负同责
三、基本要求1、人员要求:经过机械设备操作规程的培训,考核合格,熟悉本职工作的所有程序
2、使用设备:双头切割锯单头切割锯角码切割锯设备必须处于完好状态
3、车间环境要求:地面干净,操作平台上无铝屑
4、技术要求:严格依照制定的技术文件操作
5、操作方法:严格依据工艺流程、设备操作规程以及生产操作流程
6、检验器具:角度尺(0-3200)、盒尺(0-7
5m)、游标卡尺(0-150mm)实用标准文档大全加工工序:一、工序流程二、操作方法1、领半成品料领下料成品料时要点清数量,抽查