钢筋套筒冷挤压连接施工技术2018-12-1217:08一、概述钢筋套筒冷挤压连接是钢筋混凝土结构施工中钢筋连接的一项新技术
目前在我国已建和在建的几个大的水电工程三峡水电站、小浪底工程、公伯峡水电站、拉西瓦导流洞中都得到了广泛的运用
1、钢筋套筒冷挤压技术的特点(1)钢筋套筒冷挤压连接技术施工工艺简单,容易掌握
(2)钢筋套筒冷挤压连接技术施工快,在施工中较传统的焊接方法可以节省大量的时间
3)钢筋套筒冷挤压连接技术较传统钢筋焊接连接施工可以降低工程成本
(4)钢筋套筒冷挤压连接技术适用于钢筋混凝土结构中钢筋直径为©16-040的带肋钢筋的径向挤压连接
2、钢筋套筒冷挤压技术技术要求带肋钢筋挤压连接施工中必须采用合适的挤压工艺和合理的验收标准,以确保施工的质量完全达到设计要求
二、钢筋套筒冷挤压连接技术材料及设备(一)、材料1、钢筋挤压连接的钢筋必须具有质量证明书,其表面形状、尺寸和力学性能等应符合国家标准的要求
钢筋使用前必须进行外观检查和抽取试样作力学性能试验
钢筋发生脆断和力学性能明显不正常时,尚应进行化学成份分析
钢筋在储运时,不得损坏表面标志,并按批堆放整齐,避免锈蚀和污染
2、套筒套筒材料采用适于压延的无缝钢管加工制成,其实测力学性能,套筒尺寸及偏差符合要求
套筒储运时须防锈蚀和污染,验收时分批验收,存放时按不同规格分别堆放,套筒应有出厂合格证
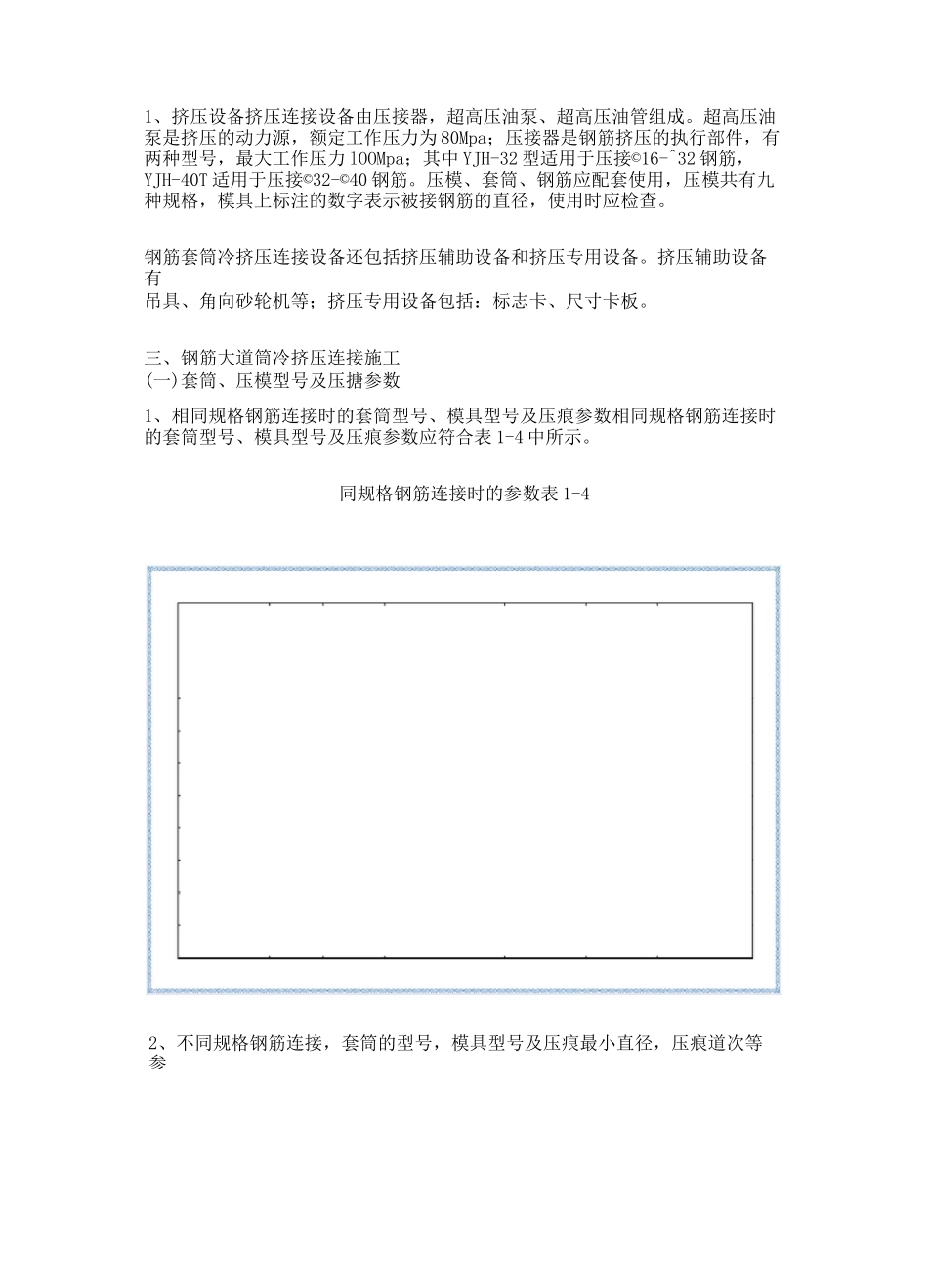
二)、设备连接钢筋规格(mm)型FEtt型压痕最小直径允许范围(iwnj压痕尺寸(nui)每侧压痕道钢筋插入採度(nnO_40H1I4060-53>80712536m36HM3654-57>70&11532服2HH
24S-51528H&28IMZ3>55530聖皿洱37-39&SO22HM2232-3447020HG2DHM2029-31>454651SmisHH1E27-25>404GO1、挤压设备挤压连接设备由压