单层板材挤出成型故障的排查1、板材断裂故障分析及排除方法:(1)挤出温度偏低,熔料塑化不良
应适当提高机身及机头温度
通常挤出机机身温度应根据成型原料的种类而定,机头温度一般比机身温度咼5〜10°C左右,机头温度的分布按中间低、两边咼的原则来控制
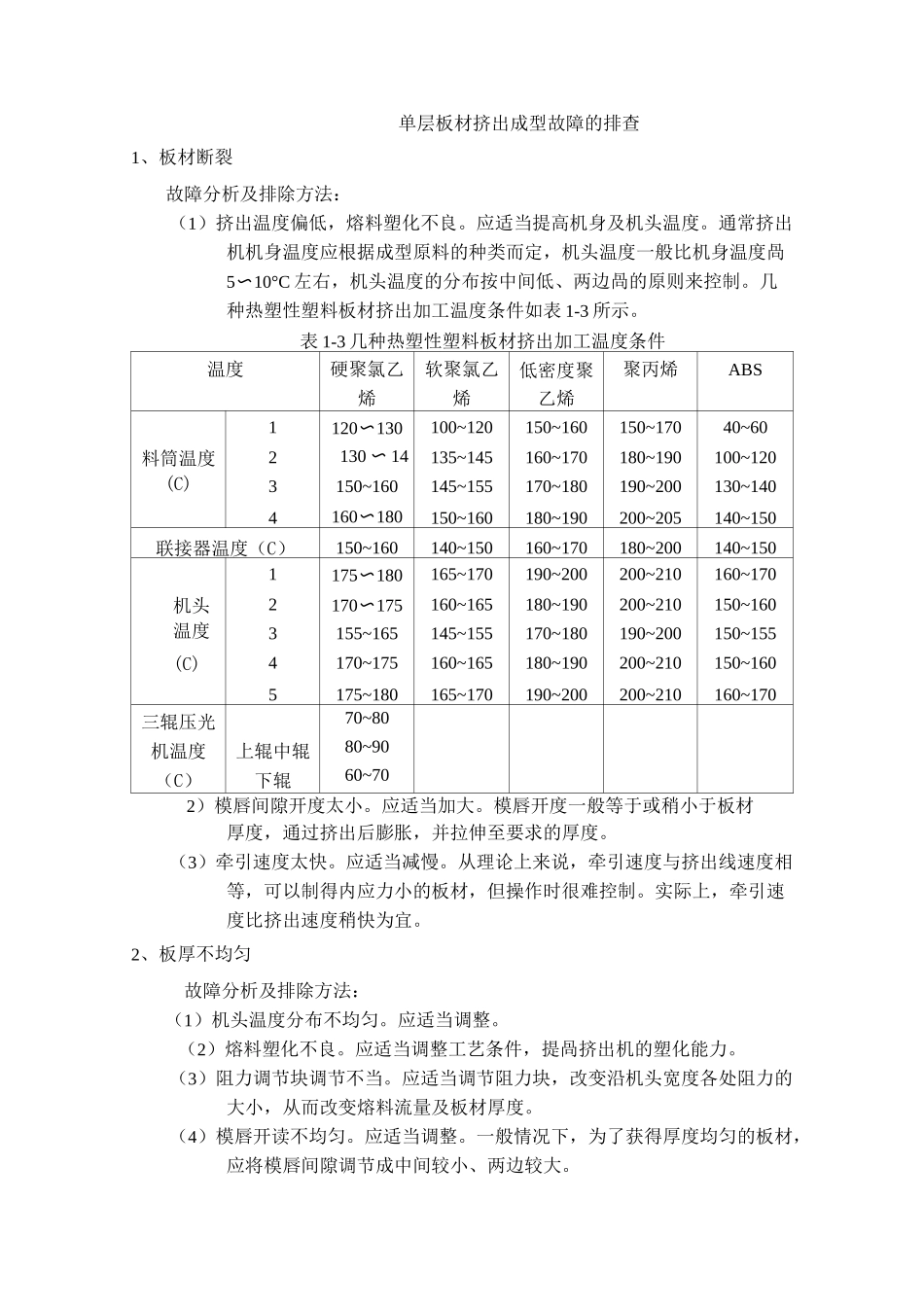
几种热塑性塑料板材挤出加工温度条件如表1-3所示
表1-3几种热塑性塑料板材挤出加工温度条件温度硬聚氯乙烯软聚氯乙烯低密度聚乙烯聚丙烯ABS1120〜130100~120150~160150~17040~60料筒温度2130〜140135~145160~170180~190100~120(C)3150~160145~155170~180190~200130~1404160〜180150~160180~190200~205140~150联接器温度(C)150~160140~150160~170180~200140~1501175〜180165~170190~200200~210160~170机头2170〜175160~165180~190200~210150~160温度3155~165145~155170~180190~200150~155(C)4170~175160~165180~190200~210150~1605175~180165~170190~200200~210160~170三辊压光机温度(C)上辊中辊下辊70~8080~9060~702)模唇间隙开度太小
模唇开度一般等于或稍小于板材厚度,通过挤出后膨胀,并拉伸至要求的厚度
(3)牵引速度太快
从理论上来说,牵引速度与挤出线速度相等,可以制得内应力小的板材,但操作时很难控制
实际上,牵引速度比挤出速度稍快为宜
2、板厚不均匀故障分析及排除方法:(1)机头温度分布不均匀
(2)熔料塑化不良
应适当调整工艺条件,提咼挤出机的塑化能力