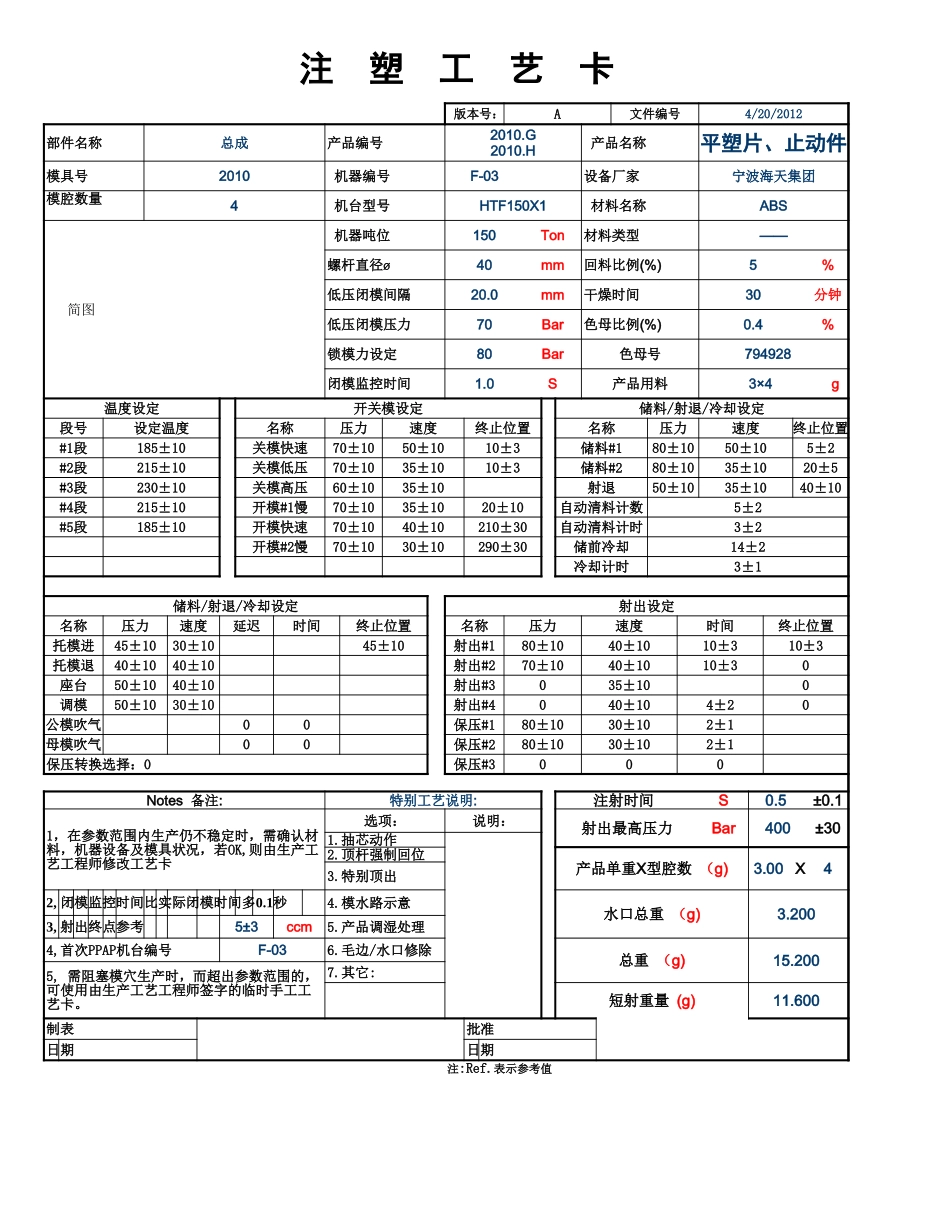
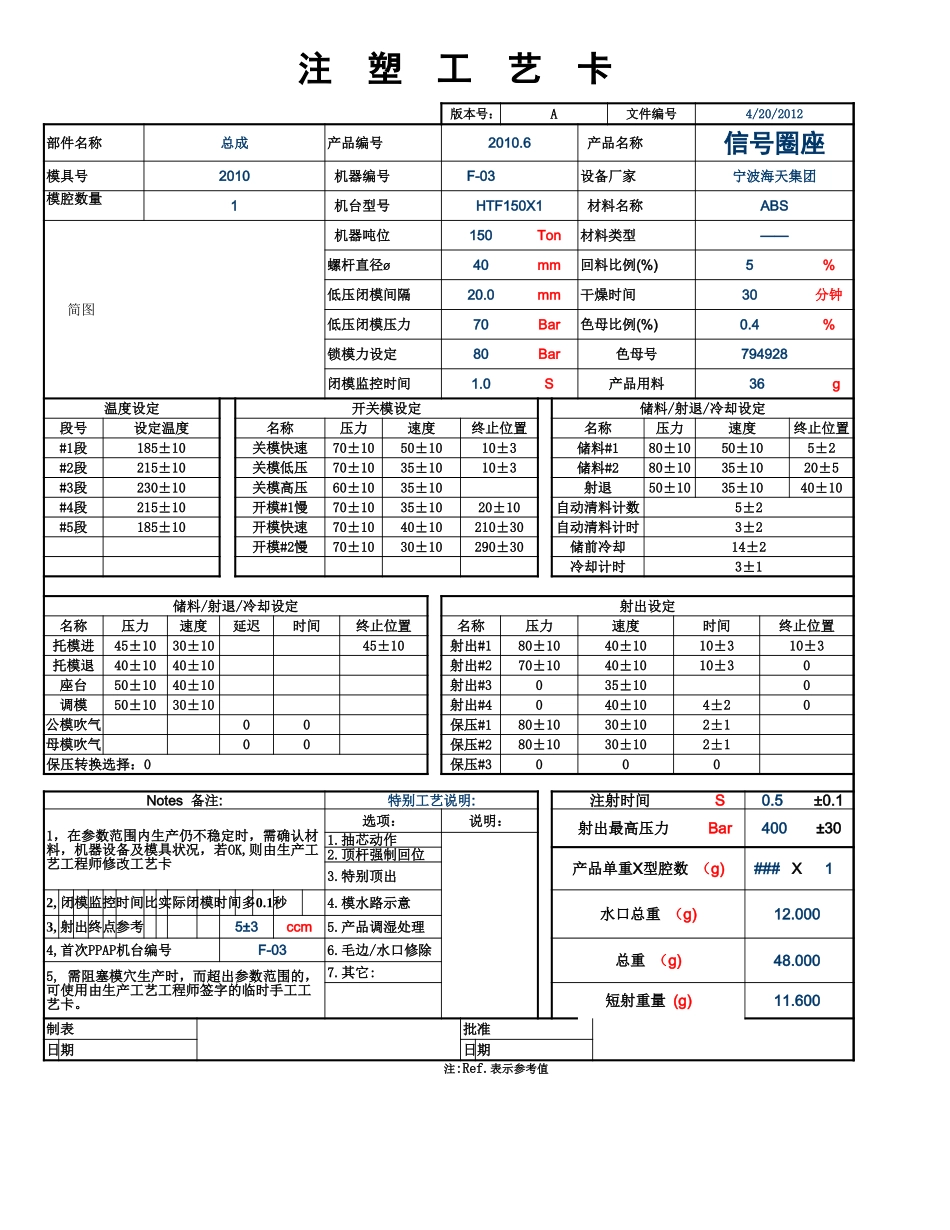
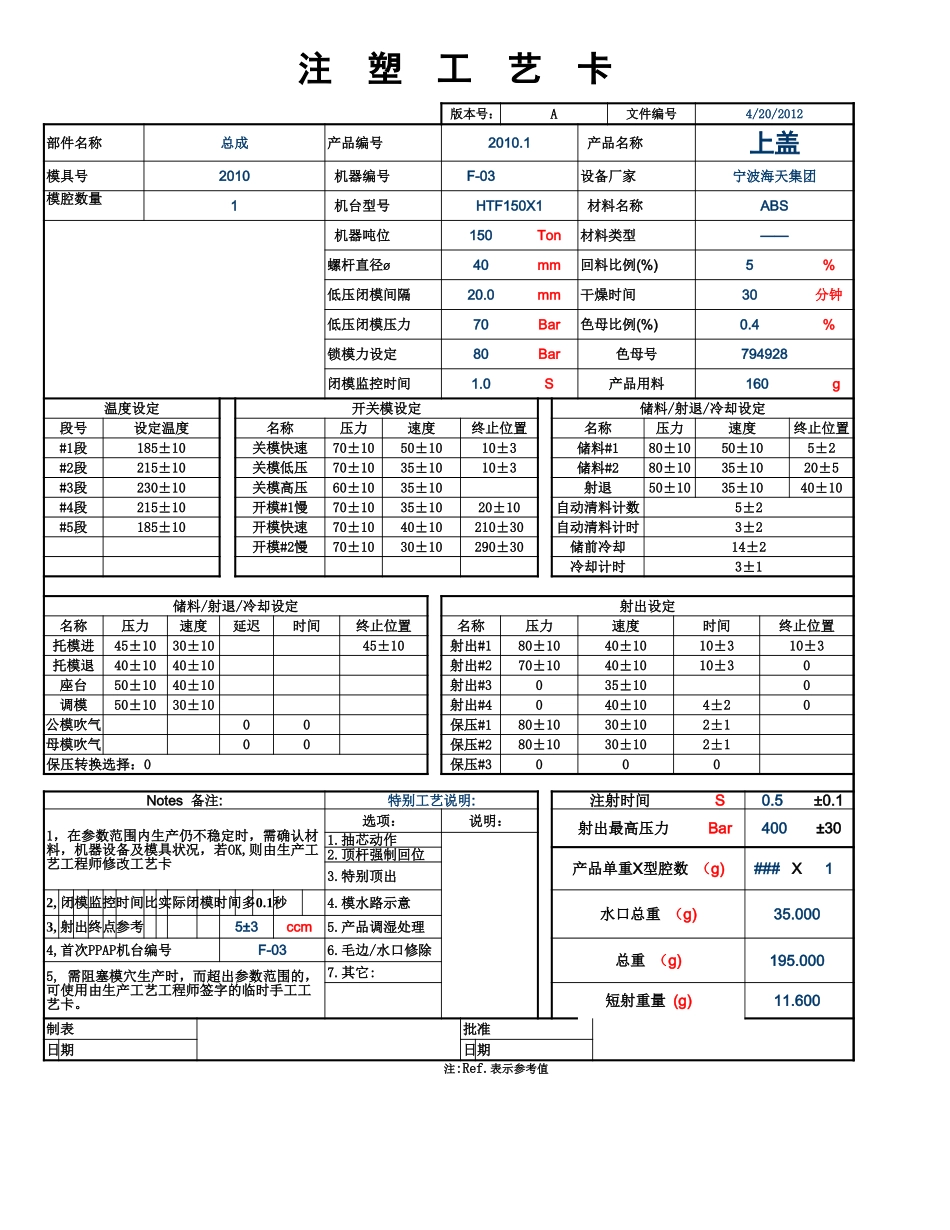
注塑工艺卡版本号:A文件编号4/20/2012部件名称总成产品编号平塑片、止动件模具号2010F-03设备厂家宁波海天集团4HTF150X1ABS150Ton材料类型——40mm5%低压闭模间隔20
0mm干燥时间30分钟低压闭模压力70Bar0
4%锁模力设定80Bar色母号794928闭模监控时间1
0S产品用料3×4g温度设定开关模设定段号设定温度名称压力速度终止位置名称压力速度终止位置185±10关模快速70±1050±1010±380±1050±105±2215±10关模低压70±1035±1010±380±1035±1020±5230±10关模高压60±1035±10射退50±1035±1040±10215±1070±1035±1020±10自动清料计数5±2185±10开模快速70±1040±10210±30自动清料计时3±270±1030±10290±30储前冷却14±2冷却计时3±1射出设定名称压力速度延迟时间终止位置名称压力速度时间终止位置托模进45±1030±1045±1080±1040±1010±310±3托模退40±1040±1070±1040±1010±30座台50±1040±10035±100调模50±1030±10040±104±20公模吹气0080±1030±102±1母模吹气0080±1030±102±1000注射时间S0
1选项:说明:射出最高压力Bar400±303
2005±3ccmF-0315
600制表2010
H产品名称机器编号模腔数量机台型号材料名称简图机器吨位螺杆直径ø回料比例(%)色母比例(%)储料/射退/冷却设定#1段储料#1#2段储料#2#3段#4段开模#1慢#5段开模#2慢储料/射退/冷却设定射出#1射出#2射出#3射出#4保压#1保压#2保压转换选择:0保压#3Note