低成本自动化4
工厂布局和生产线设计案例分析Antares•介绍;•PQ分析;•流程图及时间估算;•功能布局vs
流程布局及生产线数量;•单件流生产线;•节拍时间;•少人化(SHOJINKA)及多技能工;•线平衡;生产线;•工位设计;视频OSLVGKWorkOSLVI
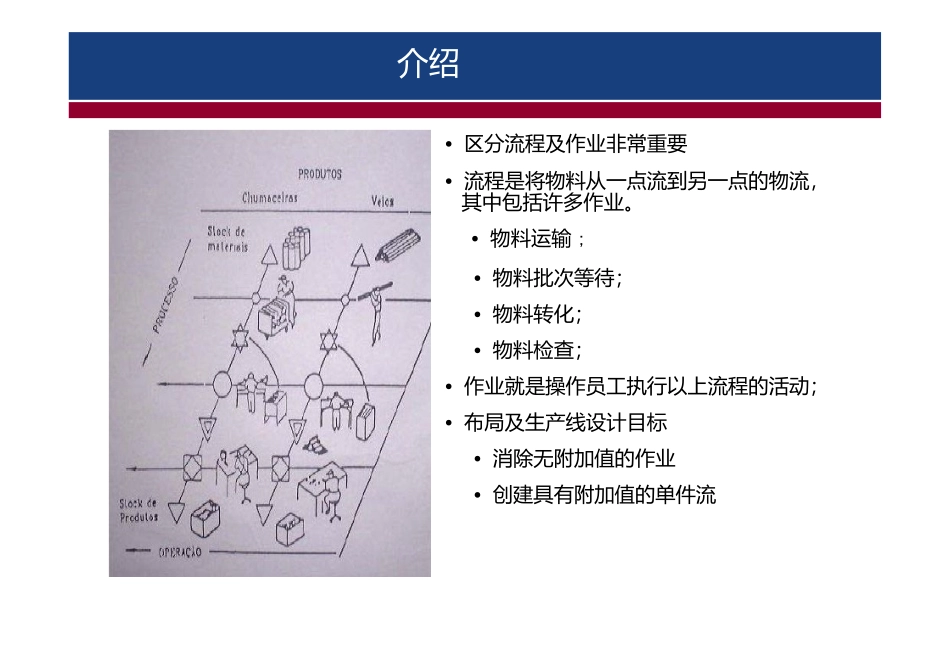
布局及生产线设计介绍•区分流程及作业非常重要•流程是将物料从一点流到另一点的物流,其中包括许多作业
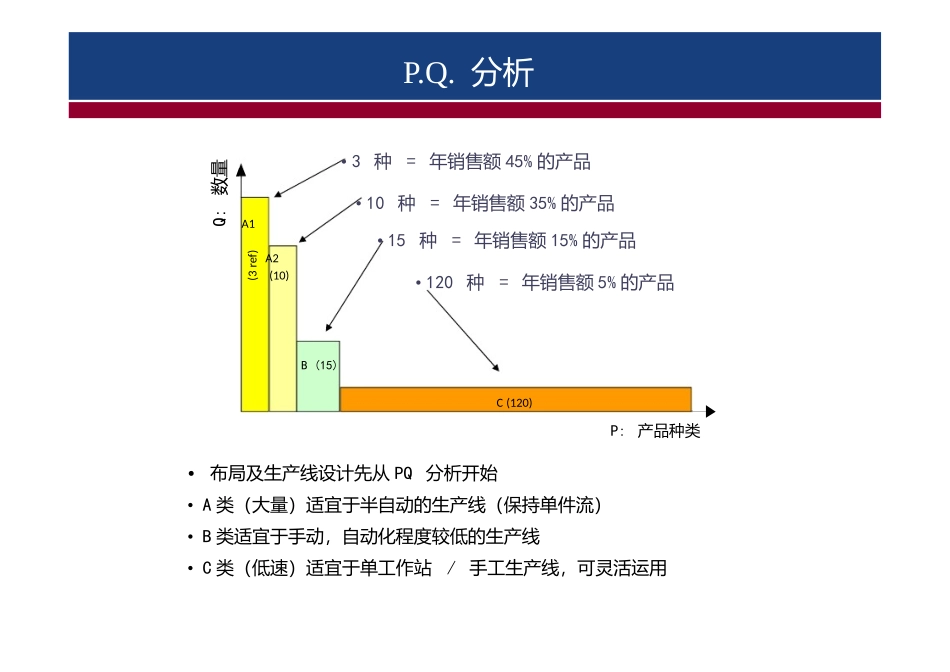
•物料运输;•物料批次等待;•物料转化;•物料检查;•作业就是操作员工执行以上流程的活动;•布局及生产线设计目标•消除无附加值的作业•创建具有附加值的单件流Q:数量(3ref)(10)B(15)C(120)P:产品种类•布局及生产线设计先从PQ分析开始•A类(大量)适宜于半自动的生产线(保持单件流)•B类适宜于手动,自动化程度较低的生产线•C类(低速)适宜于单工作站/手工生产线,可灵活运用P
分析•3种=年销售额45%的产品•10种=年销售额35%的产品A1•15种=年销售额15%的产品A2•120种=年销售额5%的产品组装检验AssemblyAssemblyControlWAREHUSEWorkin在制品等Waiting待Process功能型vs流程型布局功能型布局FunctionalLayoutBigBatchProductionSub子组装线子组装线物流组装检验功能型vs流程型布局生产线布局小批量生产仓库Supermarket单件流生产线单元布局单件流生产检验组装包装物料流子组装改善后(直通率/效率高)改善前(直通率/效率低)Transportdistance=28m单件流生产线节拍时间=(1)可用生产时间(2)客户需求(1)(2)节拍时间•生产周期时间应遵循节拍时间,如,与需求周期相对应;•通常生产线设计周期时间小于节拍时间(由于效率损失)举例