钣金加工:钣金制造工艺手册—51铆接是通过两个物体相互铆合在一起,形成一个可拆卸或不可拆卸的连接体,本节主要介绍不可拆卸铆接1
1压铆是使用专用设备和专用工装模具对所需压铆件通过施加一种力,使之完全紧压或嵌入到工件内,而具能够保证它的牢固性和垂直度、平面度
1压铆加工工艺a)压铆底孔的开孔尺寸严格按照各压铆件所对应的板开孔尺寸处理
b)压铆工序应在产品零件表面处理(电镀、氧化等)工序之后完成,特殊产品零件除外(如:各工序加工完成再表面处理后,对压铆有干涉的)
c)压铆件表面颜色与产品零件表面处理颜色的选用:产品零件镀彩锌,选用镀彩锌压铆件;产品零件镀蓝锌、白锌、镍和氧化,选用镀镍压铆件;特殊产品零件在表面处理之前压铆而且需要烧焊加固的,选用镀镍压铆件,因为镀层的化学元素会影响焊接的质量
d)各金属材质在表面处理后会发生的化学反应详见《第七章的表面处理》
2常用压铆件的介绍与加工工艺要求(参见《钣金件螺纹加工技术要求》与《压铆件清单》)1
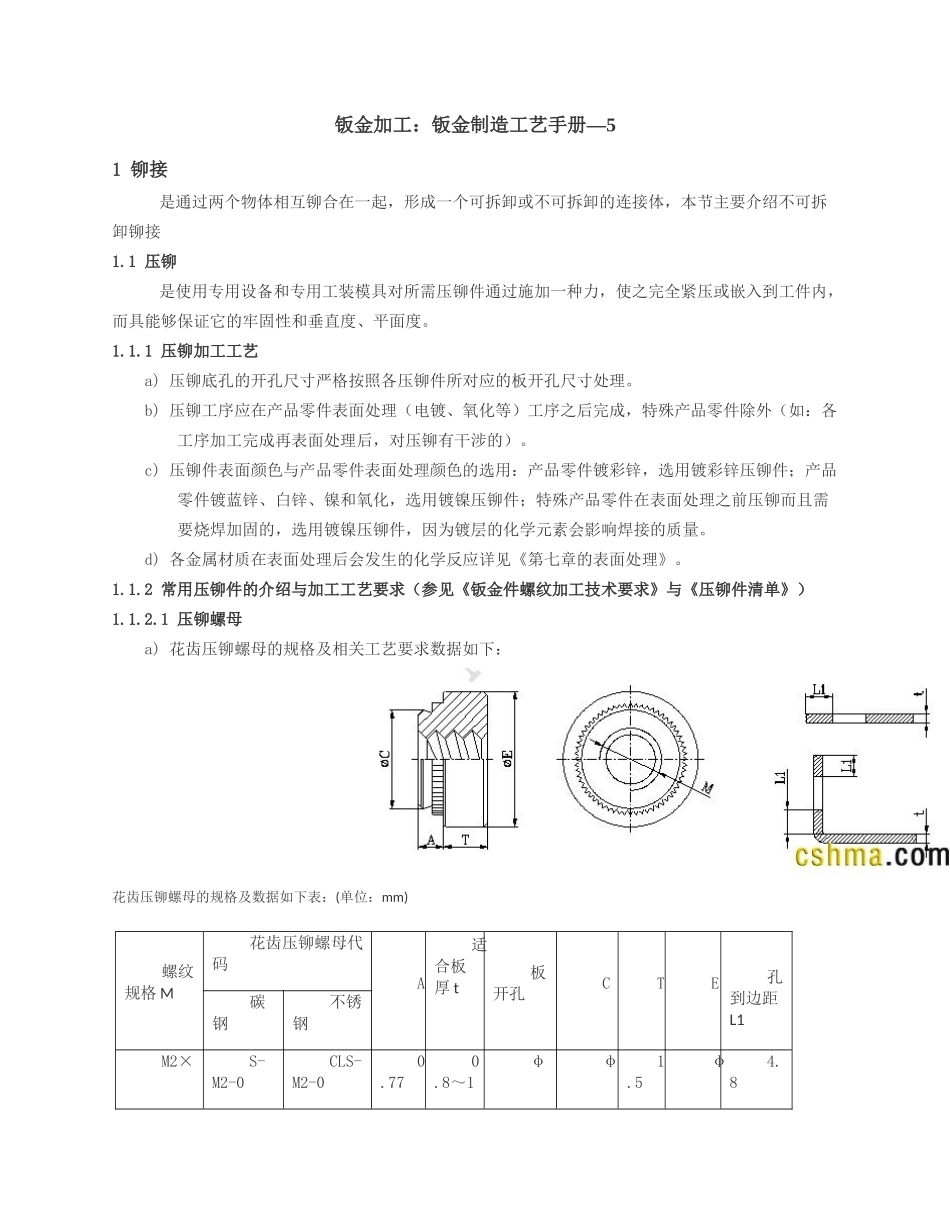
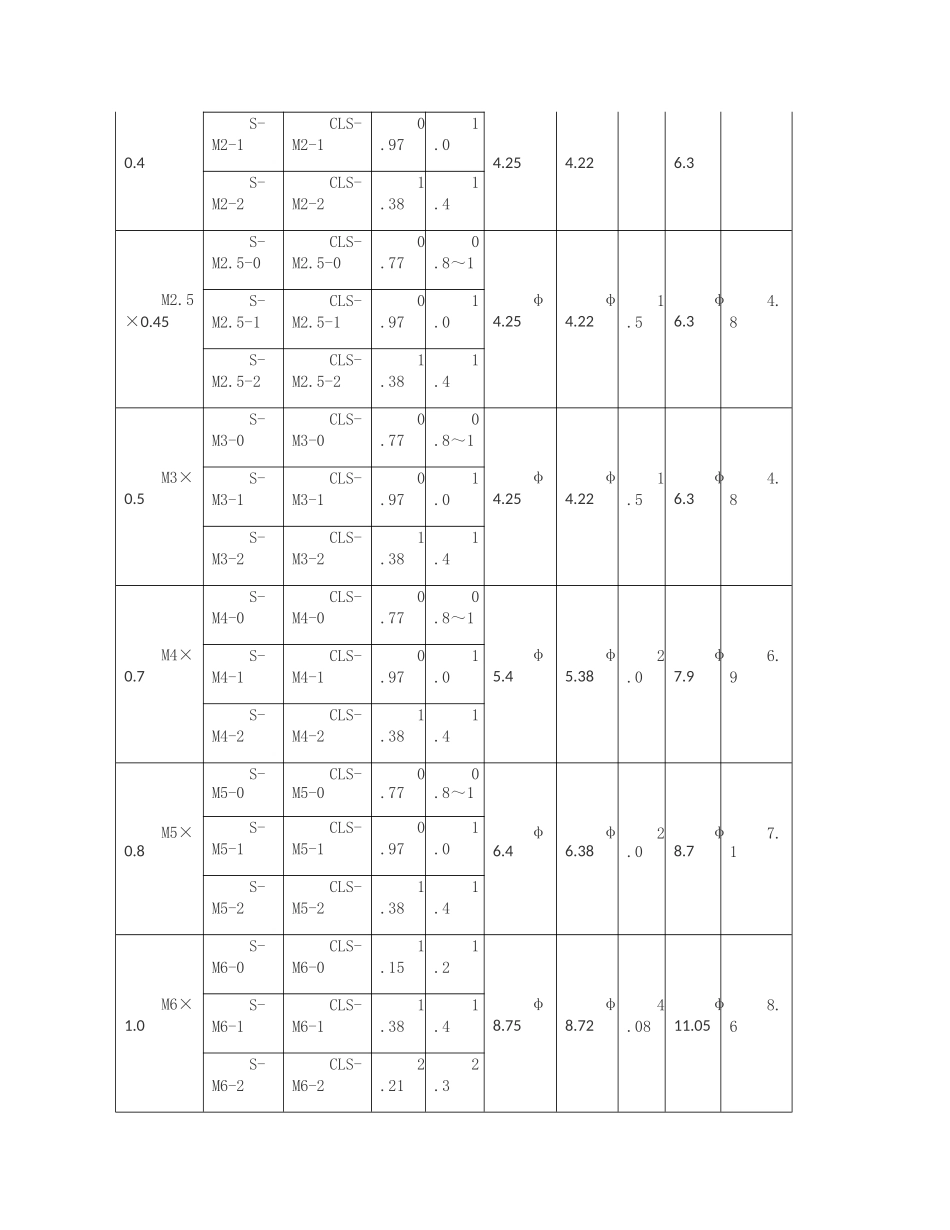
1压铆螺母a)花齿压铆螺母的规格及相关工艺要求数据如下:花齿压铆螺母的规格及数据如下表:(单位:mm)螺纹规格M花齿压铆螺母代码A适合板厚t板开孔CTE孔到边距L1碳钢不锈钢M2×S-M2-0CLS-M2-00
8~1φφ1
3S-M2-1CLS-M2-10
0S-M2-2CLS-M2-21
45S-M2
5-0CLS-M2
5-1CLS-M2
5-2CLS-M2
5S-M3-0CLS-M3-00
8S-M3-1CLS-M3-10
0S-M3-2CLS