为什么要制定极限与配合标准
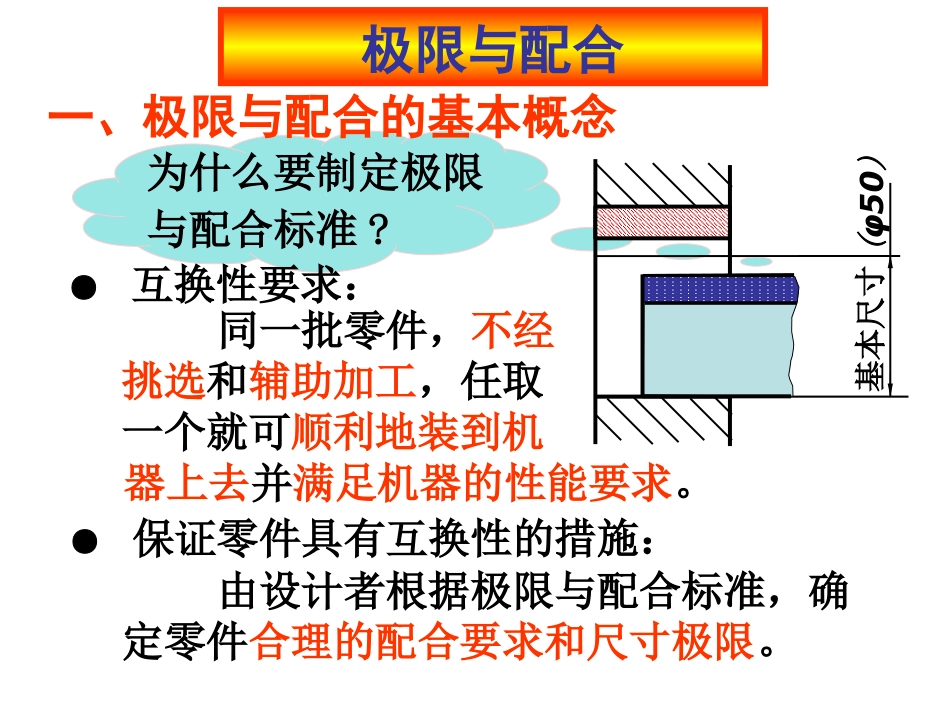
极限与配合一、极限与配合的基本概念●互换性要求:●保证零件具有互换性的措施:由设计者根据极限与配合标准,确定零件合理的配合要求和尺寸极限
同一批零件,不经挑选和辅助加工,任取一个就可顺利地装到机器上去并满足机器的性能要求
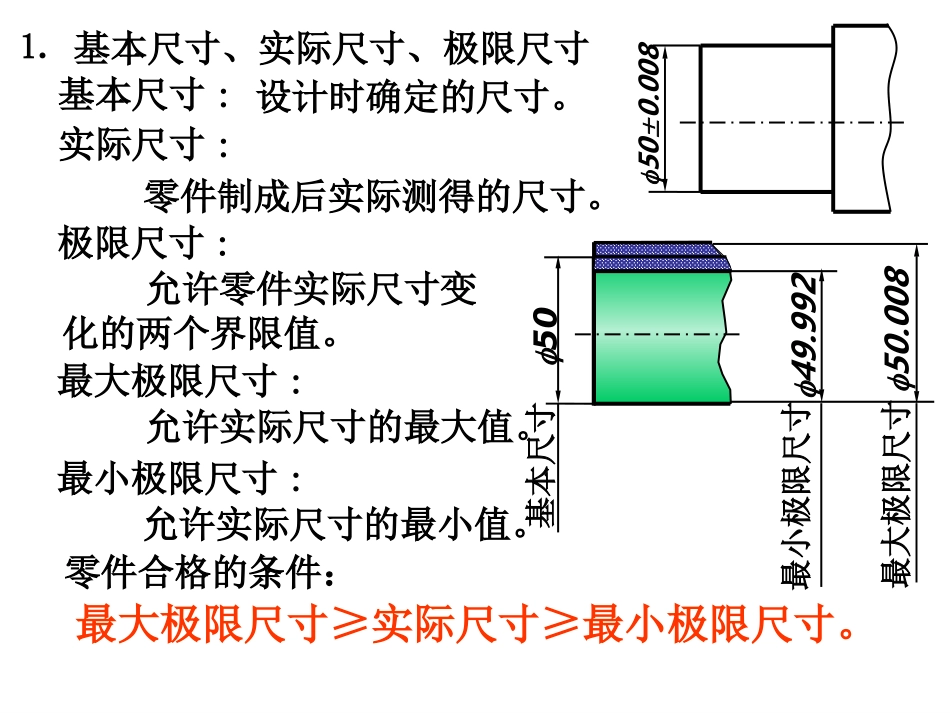
(φ50)基本尺寸基本尺寸:实际尺寸:极限尺寸:最大极限尺寸:零件合格的条件:最大极限尺寸≥实际尺寸≥最小极限尺寸
零件制成后实际测得的尺寸
允许零件实际尺寸变化的两个界限值
允许实际尺寸的最大值
允许实际尺寸的最小值
⒈基本尺寸、实际尺寸、极限尺寸最小极限尺寸:设计时确定的尺寸
最小极限尺寸最大极限尺寸50
00850基本尺寸49
992500
008最小极限尺寸最大极限尺寸φ50
008φ50基本尺寸φ49
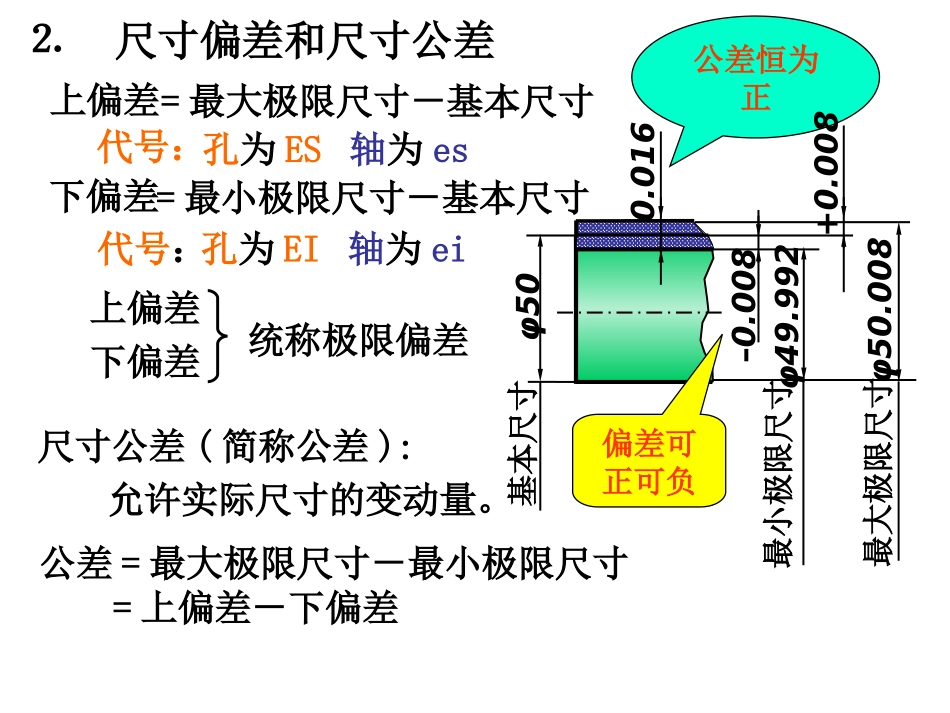
992⒉尺寸偏差和尺寸公差上偏差=最大极限尺寸-基本尺寸下偏差=最小极限尺寸-基本尺寸代号:孔为ES轴为es代号:孔为EI轴为ei尺寸公差(简称公差):允许实际尺寸的变动量
公差=最大极限尺寸-最小极限尺寸=上偏差-下偏差上偏差下偏差统称极限偏差–0
016偏差可正可负公差恒为正+0
008例:一根轴的直径为600
015基本尺寸:最大极限尺寸:最小极限尺寸:60mm零件合格的条件:60
015mm≥实际尺寸≥59
思考并回答60
015mm59
985mm上偏差=60
015-60=+0
015下偏差=59
985-60=-0
015公差=0
015-(-0
015)=0
030下偏差公差带+0
022公差带图:公差带图可以直观地表示出公差的大小及公差带相对于零线的位置
50+0
00850-0
022+-00基本尺寸50例:50±0
008上偏差φ50基本偏差基本偏差标准公差⒊