DDDDD1
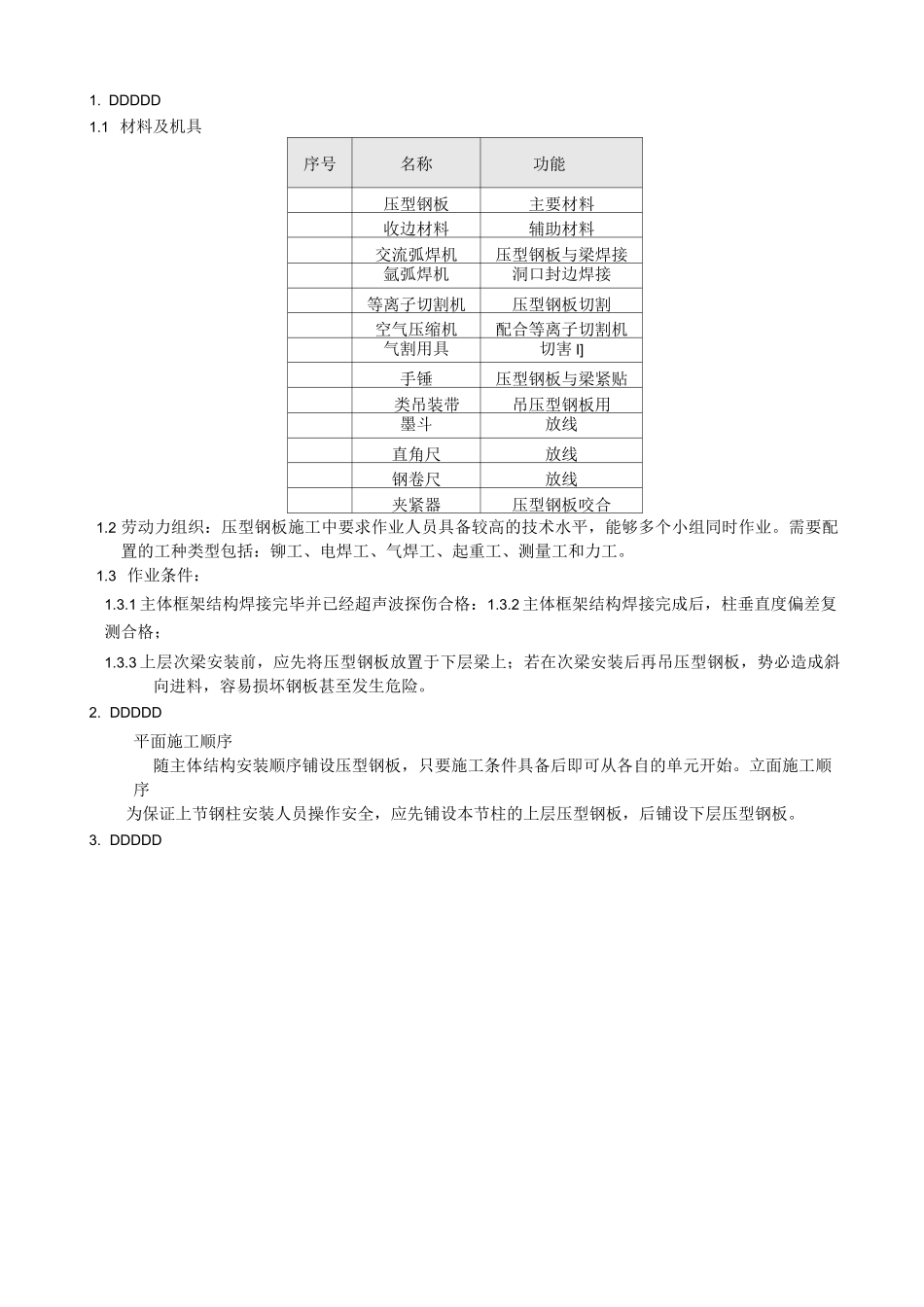
1材料及机具序号名称功能压型钢板主要材料收边材料辅助材料交流弧焊机压型钢板与梁焊接氩弧焊机洞口封边焊接等离子切割机压型钢板切割空气压缩机配合等离子切割机气割用具切害I]手锤压型钢板与梁紧贴类吊装带吊压型钢板用墨斗放线直角尺放线钢卷尺放线夹紧器压型钢板咬合1
2劳动力组织:压型钢板施工中要求作业人员具备较高的技术水平,能够多个小组同时作业
需要配置的工种类型包括:铆工、电焊工、气焊工、起重工、测量工和力工
3作业条件:1
1主体框架结构焊接完毕并已经超声波探伤合格:1
2主体框架结构焊接完成后,柱垂直度偏差复测合格;1
3上层次梁安装前,应先将压型钢板放置于下层梁上;若在次梁安装后再吊压型钢板,势必造成斜向进料,容易损坏钢板甚至发生危险
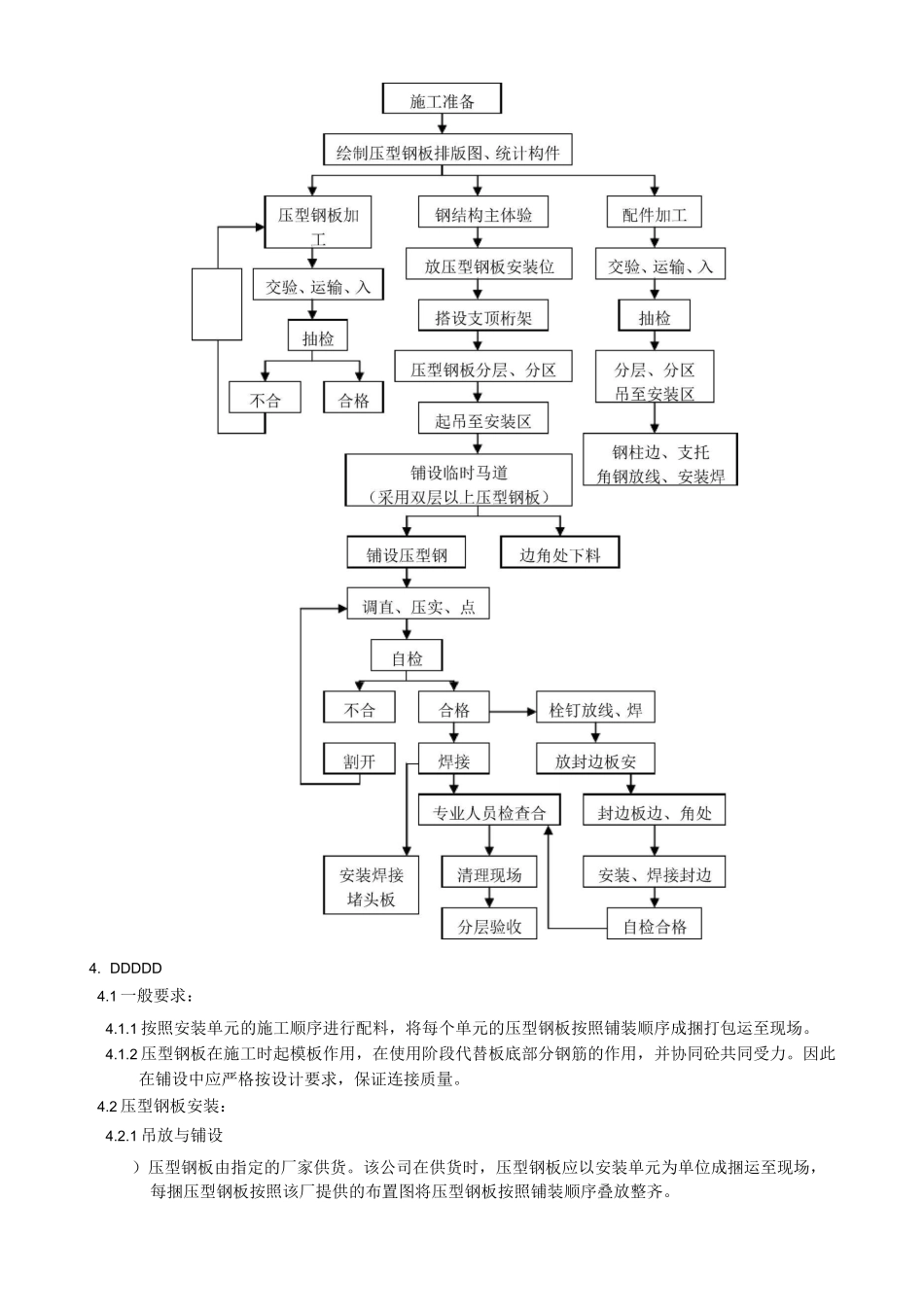
DDDDD平面施工顺序随主体结构安装顺序铺设压型钢板,只要施工条件具备后即可从各自的单元开始
立面施工顺序为保证上节钢柱安装人员操作安全,应先铺设本节柱的上层压型钢板,后铺设下层压型钢板
DDDDD4
DDDDD4
1一般要求:4
1按照安装单元的施工顺序进行配料,将每个单元的压型钢板按照铺装顺序成捆打包运至现场
2压型钢板在施工时起模板作用,在使用阶段代替板底部分钢筋的作用,并协同砼共同受力
因此在铺设中应严格按设计要求,保证连接质量
2压型钢板安装:4
1吊放与铺设)压型钢板由指定的厂家供货
该公司在供货时,压型钢板应以安装单元为单位成捆运至现场,每捆压型钢板按照该厂提供的布置图将压型钢板按照铺装顺序叠放整齐
)压型钢板起吊前,需按设计施工图核对其板型、尺寸、块数和所在部位,确认配料无误后,分别随主体结构安装顺序和进度,吊运到各施工节间成叠堆放
堆放应成条分散
压型板在吊放于梁上时应以缓慢速度下放,切忌粗暴的吊放动作
3)无外包装的压型钢板,装卸时应采用吊具
严禁直接使用钢丝绳