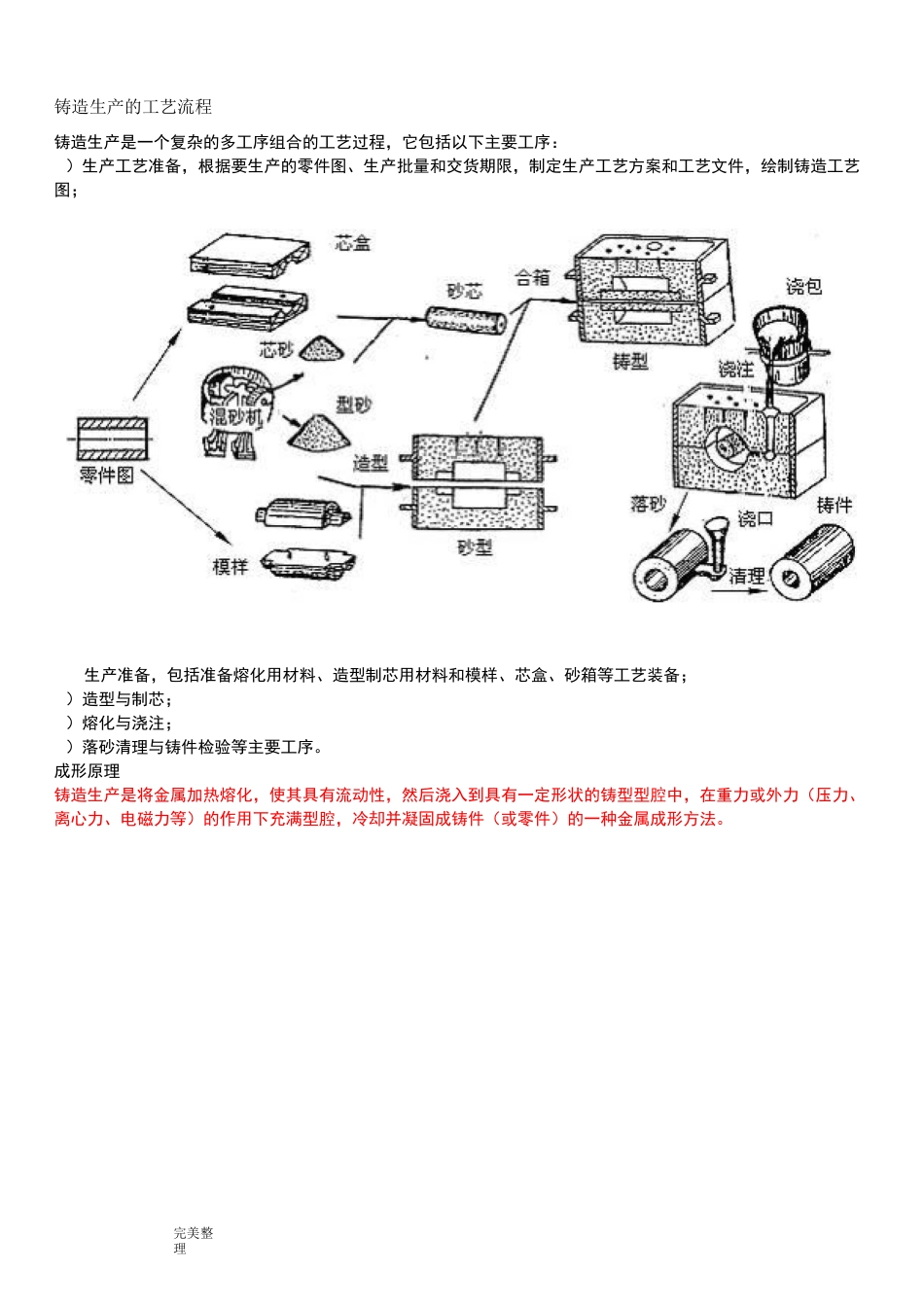
完美整理铸造生产的工艺流程铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;)造型与制芯;)熔化与浇注;)落砂清理与铸件检验等主要工序
成形原理铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法
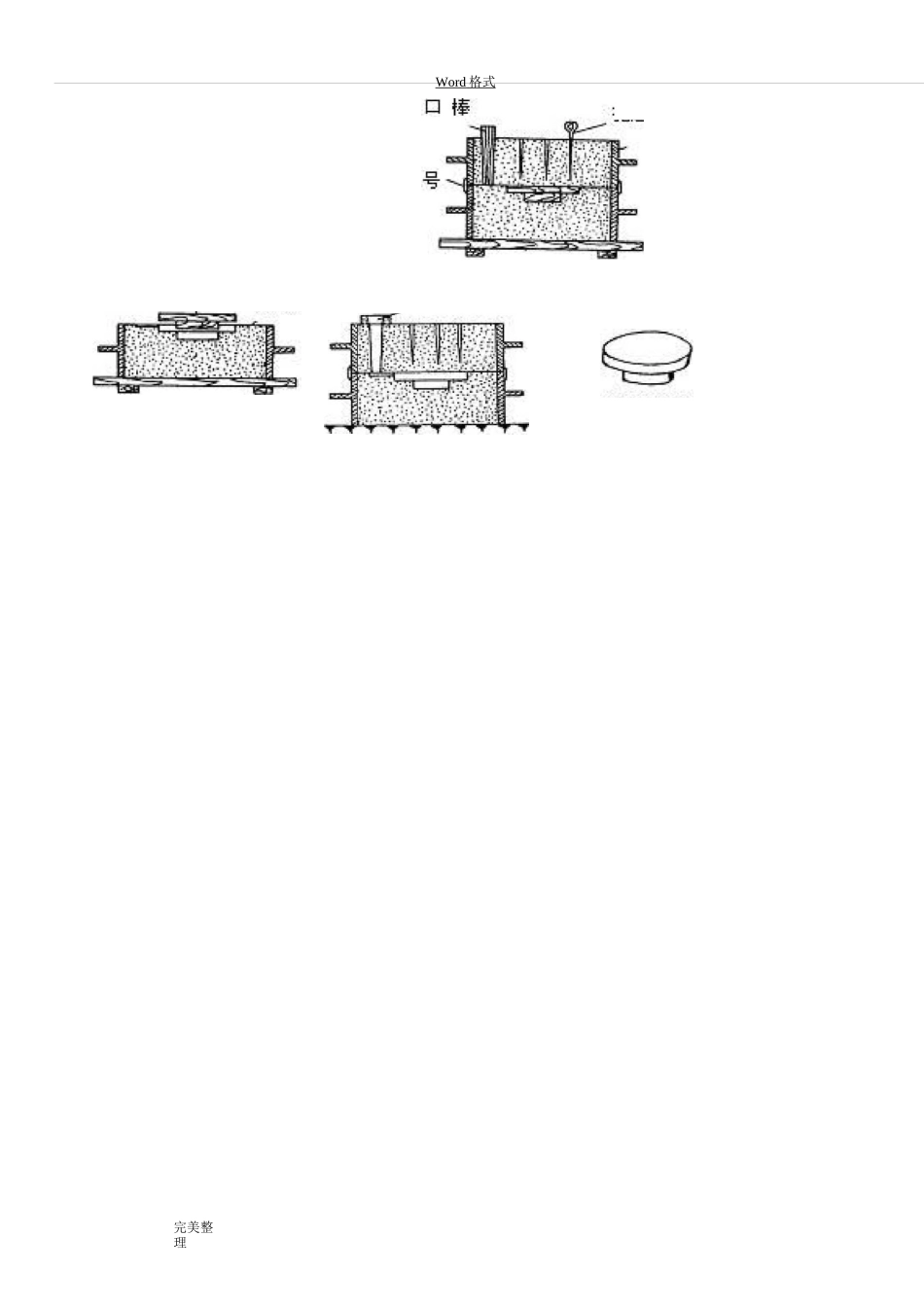
Word格式完美整理Word格式完美整理Word格式完美整理图套管的分模两箱造型过程铸件形状为两端截面大、中间截面小,如带轮、槽轮、车床四方刀架等,为保证顺利起模,应采用三箱分模造型(图)
此时分模面应选在模样的最小截面处,而分型面仍选在铸件两端的最大截面处,由于三箱造型有两个分型面,降低了铸件高度方向的尺寸精度,增加了分型面处飞边毛刺的清整工作量,操作较复杂,生产率较低,不适用于机器造型,因此,三箱造型仅用于形状复杂、不能用两箱造型的铸件生产
上曲I取活Word格式完美整理據出固定括块的钉乎AWord格式完美整理对开式芯盒制芯烘干板可貞工:心盒制心Word格式完美整理图零件、模样、芯盒与铸件的关系铸造铸件常见缺陷分析铸造工艺过程复杂,影响铸件质量的因素很多,往往由于原材料控制不严,工艺方案不合理,生产操作不当,管理制度不完善等原因,会使铸件产生各种铸造缺陷
常见的铸件缺陷名称、特征和产生的原因,见表
常见铸件缺陷及产生原因缺陷名称特征产生的主要原因气孔在铸件内部或表面有大小不等的光滑孔洞①炉料不干或含氧化物、杂质多②浇注工具或炉前添加剂未烘干③型砂含水过多或起模和修型时刷水过多;④型芯烘干不充分或型芯通气孔被堵塞;⑤春砂过紧,型砂透气性差;⑥浇注温度过低或浇注速度太快等缩