113攻螺纹和套螺纹模块五攻螺纹和套螺纹章要求:本1
熟悉螺纹加工中常用工具及其使用方法;2
掌握螺纹加工前的工艺计算;3
掌握攻螺纹和套螺纹的基本操作;4
能对加工质量进行分析
本章难点:1
螺纹加工前的工艺计算;2
攻螺纹和套螺纹的基本操作过程
认识项目项目一攻螺纹螺纹加工的方法多种多样,一般比较精密的螺纹都需要在车床上加工,而钳工只能加工三角螺纹(米制三角螺纹、英制三角螺纹、管螺纹),其加工方法是攻螺纹和套螺纹
用丝锥在工件孔中切削出内螺纹的加工方法,称为攻螺纹
其操作方便,生产效率高,工件互换性好,可以加工车削无法完成的小直径内螺纹,一、攻螺纹用工具1(丝锥丝锥也称丝攻,是一种加工内螺纹的刀具,常用高速钢、碳素工具钢或合金工具钢制成
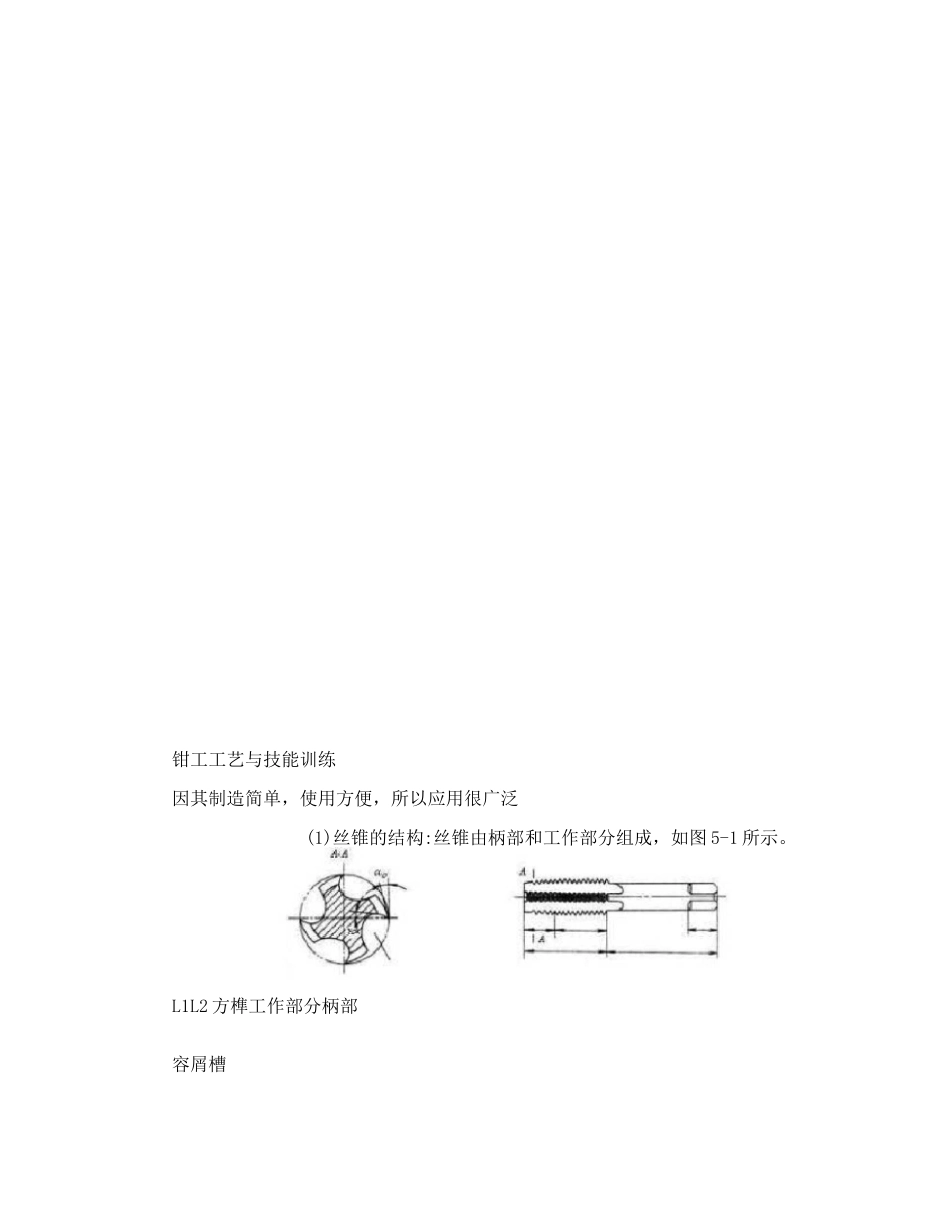
钳工工艺与技能训练因其制造简单,使用方便,所以应用很广泛(1)丝锥的结构:丝锥由柄部和工作部分组成,如图5-1所示
L1L2方榫工作部分柄部容屑槽图5-1丝锥柄部是攻螺纹时被夹持的部分,起传递扭矩的作用
工作部分包括切削部分L1和校准部分L2
其中,切削部分磨出锥角,起切削作用;校准部分具有完整的齿型,用来修光和校准已切出的螺纹,并引导丝锥沿轴向前进
(2)丝锥的主要几何参数:Y1)前角:丝锥的工作部分沿轴向开有几条容屑槽,这些容屑槽形成了切削刃和前0YY角
,为了适用于不同的材料,可以在必要时作适当增减,如表5-1所00示
表5-1丝锥前角的选择工件材料铸青铜铸铁硬钢黄铜中碳钢低碳钢不锈钢铝合金Y前角0
02)后角a:铰刀后角一般为6
,校准部分的后角为零度
03)容屑槽:M8以下的丝锥一般为三条容屑槽,M8,M12的丝锥有三条也有四条的,M12以上的丝锥多为四条容屑槽
标准丝锥一般都是直槽,以便于制造和刃磨
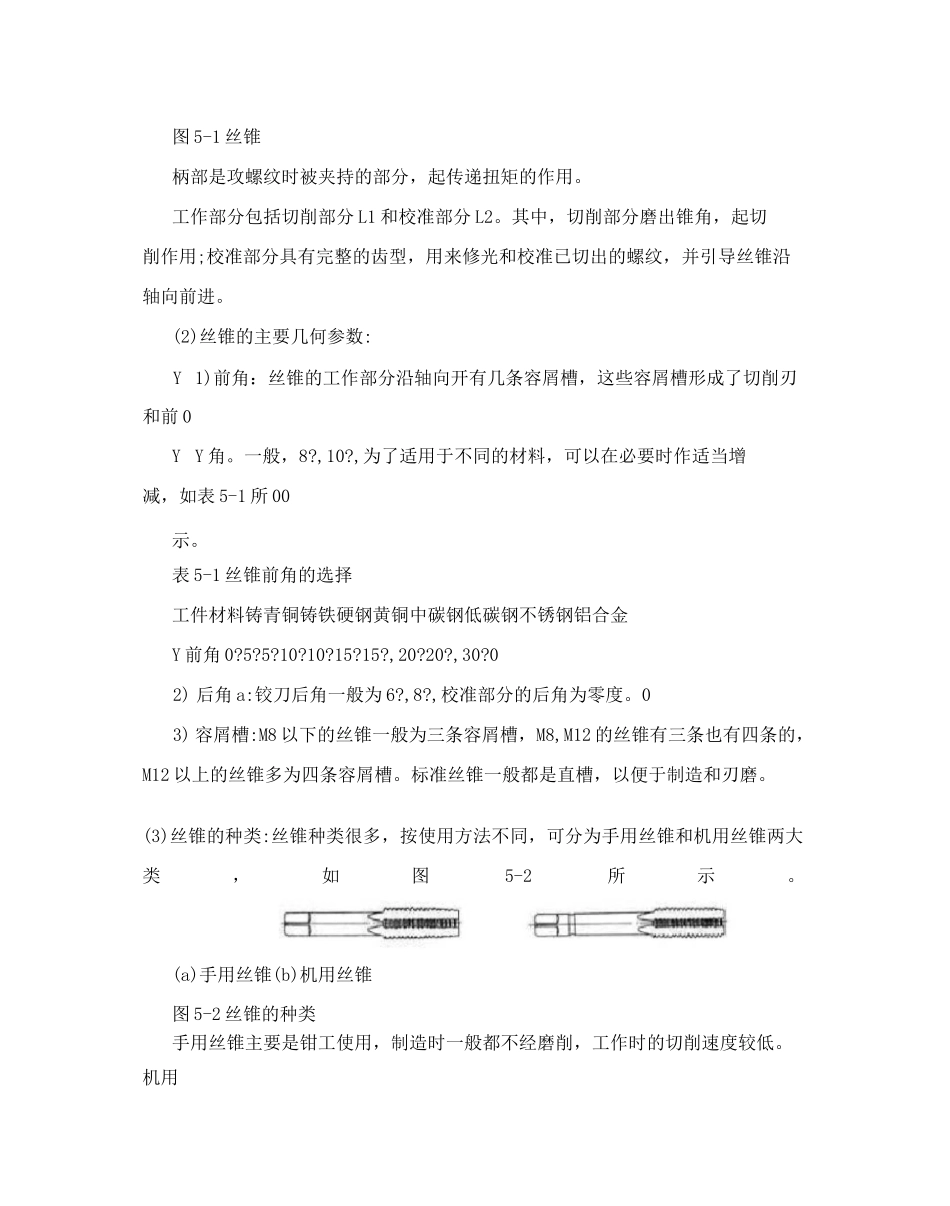
(3)丝锥的种类:丝锥种类很多,按使用方法不同,