1钢筋切断a)认真核对钢筋配料单中的工程名称、构件类型、钢筋级别、直径、根数;b)到原材料库领取符合钢筋配料单中要求的钢筋,并记录钢筋进厂时原材料试验编号;c)检查、调整切断机刀片的间隙在0
5~1mm之间,并应随时检查刀口是否锋利,测量好要切断钢筋的长度尺寸,先切一根,检查尺寸无误后,固定好尺寸挡板,再成批切断,切断时要随时复查切断尺寸有无超出允许偏差,并及时调整切断尺寸挡板;d)在切断过程中,对不符合质量要求的劈裂、夹心、缩颈、弯头、断面损伤的钢筋应切除或剔出另行处理;e)切断用于对焊接头的非预应力筋,按现行技术规范要求,错开对焊接头位置;并注意增加每一个对焊接头的烧化留量(钢筋直径的两倍),扣除冷拉调直延伸率(1%);冷拉调直后应符合配料单要求的长度
f)切断无对焊接头的钢筋,按照配料单要求的长度切(需要冷拉调直的,要扣除冷拉调直延伸率1%后切断);g)切断用于对焊接头的冷拉预应力筋,按现行技术规范要求,错开对焊接头位置,注意增加每一个对焊接头的烧化留量(钢筋直经的两倍),根据试验结果具体确定该批钢筋的延伸率,扣除冷拉延伸长度尺寸后进行切断
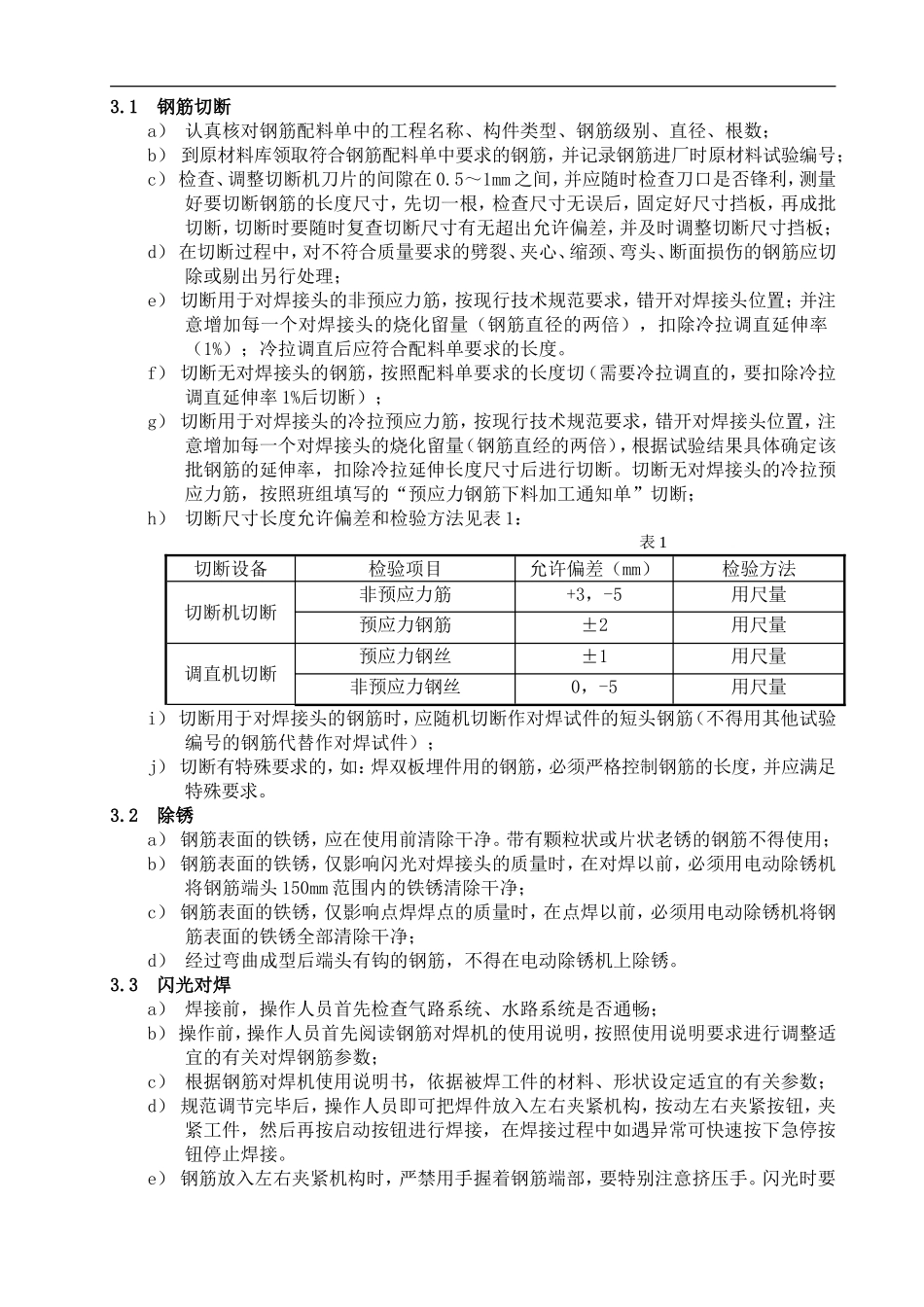
切断无对焊接头的冷拉预应力筋,按照班组填写的“预应力钢筋下料加工通知单”切断;h)切断尺寸长度允许偏差和检验方法见表1:表1切断设备检验项目允许偏差(mm)检验方法切断机切断非预应力筋+3,-5用尺量预应力钢筋±2用尺量调直机切断预应力钢丝±1用尺量非预应力钢丝0,-5用尺量i)切断用于对焊接头的钢筋时,应随机切断作对焊试件的短头钢筋(不得用其他试验编号的钢筋代替作对焊试件);j)切断有特殊要求的,如:焊双板埋件用的钢筋,必须严格控制钢筋的长度,并应满足特殊要求
2除锈a)钢筋表面的铁锈,应在使用前清除干净
带有颗粒状或片状老锈的钢筋不得使用;b)钢筋表面的铁锈,仅影响闪光对焊接头的质量时,在对焊以前,必须用电动除锈机将钢