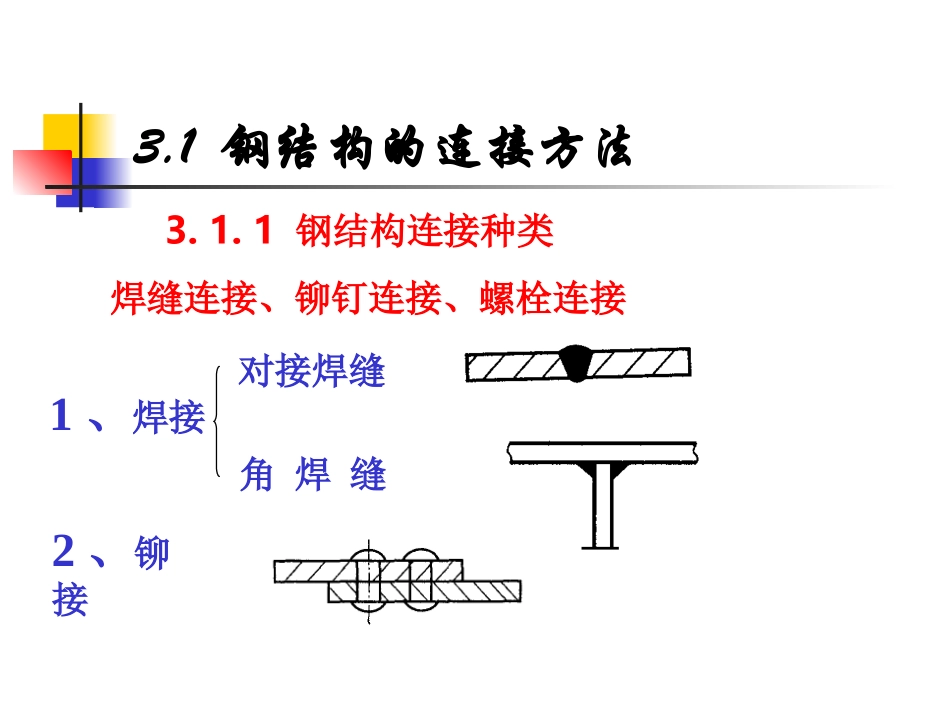
钢结构3钢结构连接3钢结构连接本章内容:(1)钢结构的连接方法(2)焊接方法和焊缝连接形式(3)角焊缝的构造与计算(4)对接焊缝的构造与计算(5)焊接应力和焊接变形(6)螺栓连接的构造(7)普通螺栓连接的工作性能和计算(8)高强度螺栓连接的工作性能和计算本章重点:角焊缝的构造与计算,普通螺栓连接的计算,高强度螺栓连接的计算本章难点:如何运用相关公式进行各种连接计算3.1钢结构的连接方法2、铆接1、焊接对接焊缝角焊缝3.1.1钢结构连接种类焊缝连接、铆钉连接、螺栓连接3、螺栓连接普通螺栓:靠螺栓杆承压和受剪传递荷载高强螺栓3.1.2连接特点优点(1)构造简单,制造省工;(2)不削弱截面,经济;(3)连接刚度大,密闭性能好;(4)易采用自动化作业,生产效率高。缺点(1)焊缝附近有热影响区,该处材质变脆;(2)产生焊接残余应力和残余应变;(3)裂缝易扩展,低温下易脆断。一、焊缝连接优点:安装拆卸方便。缺点:构造复杂,削弱截面,不经济。二、螺栓连接1、普通螺栓连接由235钢制成,根据加工精度分A、B、C三级.AB级精制螺栓,Ⅰ类孔,孔径比杆径大0.3-0.5mm,抗剪性能好,制造安装费工,少用。C级粗制螺栓,Ⅱ类孔,孔径比杆径大1.5-2.0mm,抗剪性能差,但传递拉力性能好,性能等级为4.6级或4.8级。3.1.2连接特点2、高强螺栓连接(1)性能等级高强钢材制成:优质碳素钢:35号、45号;合金钢:20MnTiB、40B、35VB。性能等级:8.8级、10.9级。小数点前8、10——螺栓材料经热加工后的最低抗拉强度为830、1040N/mm2;小数点后0.8、0.9——屈强比uff/2.03.1.2连接特点摩擦型:只靠摩擦阻力传力,以剪力达到接触面的摩擦力作为承载力极限状态——设计准则(2)按抗剪性能分承压型:以作用剪力达到栓杆抗剪或孔壁承压破坏为承载力极限状态——设计准则摩擦型螺栓连接:变形小,弹性性能好,耐疲劳,施工较简单,适用于承受动力荷载的结构。承压型螺栓连接:承载力高于摩擦型连接,连接紧凑,剪切变形大,不能用于承受动力荷载的结构。3.1.2连接特点3.2焊接方法和焊缝连接形式3.2.1钢结构常用焊接方法1.手工电弧焊打火引弧---电弧周围的金属液化(熔池)—焊条熔化—滴入熔池—与焊件的熔融金属结和冷却即形成焊缝。电弧焊:手工电弧焊、自动或半自动埋弧焊、气体保护焊。优点:方便,特别在高空和野外作业;缺点:质量波动大,要求焊工等级高,劳动强度大,效率低。焊条:焊条应与焊件钢材相适应(等强度要求)。Q235—E43××焊条;Q345—E50××焊条Q390(Q420)—E55××焊条E——焊条;型号由四部分组成E××××前两位数—焊缝金属最小抗拉强度(43kg/mm2);后两位数—焊接位置、电流及药皮类型。不同钢种的钢材相焊接时,宜采用与低强度钢材相适应的焊条3.2.1钢结构常用的焊接方法手工电弧焊3.2焊接方法和连接形式2.自动(半自动)埋弧焊电弧在焊剂层下燃烧的一种方法。优点:质量好,效率高;缺点:需要专用设备。3.气体保护焊利用二氧化碳气体或者其他惰性气体作为保护介质的一种方法。优点:质量好;缺点:对环境要求高。(结束)(被连接钢材的相互位置)对接连接搭接连接T型连接角部连接焊缝连接形式3.2.2焊缝连接形式及焊缝形式1.焊缝连接形式焊缝连接形式(1)按焊缝的截面形式分对接焊缝角焊缝2.焊缝形式按受力方向划分正对接焊缝:焊缝垂直于力线对接焊缝斜对接焊缝:焊缝倾斜于力线正面角焊缝:焊缝垂直于力线角焊缝侧面角焊缝:焊缝平行于力线斜角焊缝:焊缝倾斜于力线(2)焊缝沿长度方向的布置注意:在受压构件中L≤15tL不宜过长在受拉构件中L≤30t(t为较薄焊件的厚度)2.焊缝形式(3)焊缝的施焊方位平焊(俯焊)立焊横焊仰焊2.焊缝形式3.2.3焊缝缺陷及焊缝质量检验1、焊缝缺陷:焊接过程中产生于焊缝金属或附近热影响区钢材表面或内部的缺陷3.2焊接方法和连接形式2.焊缝质量检验三级:只进行外观检查(即检查外观缺陷和几何尺寸)二级:除外观检查,超声波抽检一级:同二级3.焊缝质量等级的选用(1)需要进行疲劳计算的构件,凡是对接焊缝均应焊透。其中垂直于作用力方向的横向对接焊缝或T形对接与角接组合焊缝受拉时应为一级,受压时应为二级;作...