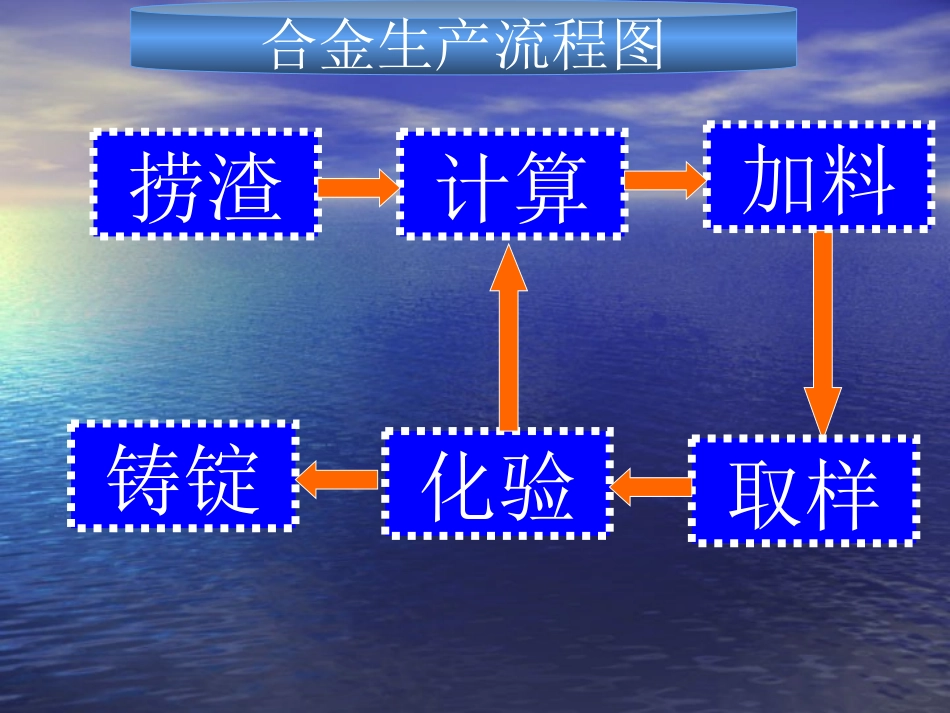
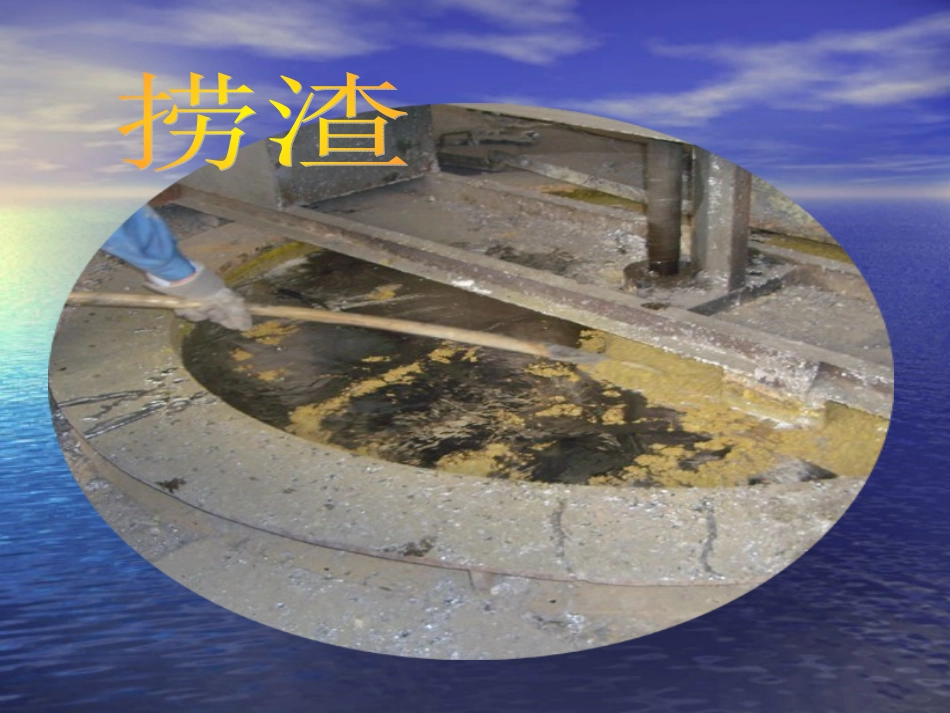
再生铅厂再生铅厂合金生产工艺质量控制合金生产工艺质量控制化验合金生产流程图捞渣计算加料取样铸锭捞渣环节工艺控制过程:捞渣环节工艺控制过程:11、再生铅熔化温度控制在(、再生铅熔化温度控制在(380-400380-400)℃,)℃,利用热电偶检测,连续测量;利用热电偶检测,连续测量;22、温度升至、温度升至370370++10℃10℃加松香搅拌,待铅加松香搅拌,待铅渣完全变成粉末或者细小颗粒状,并在不渣完全变成粉末或者细小颗粒状,并在不冒烟时,捞净液面浮渣
冒烟时,捞净液面浮渣
目测目测++经验判断经验判断33、取样分析(初样成份)
、取样分析(初样成份)
化验室光谱分析仪检测化验室光谱分析仪检测成份确认环节工艺控制:成份确认环节工艺控制:11、初样成份确定后,当班班长根据订单要、初样成份确定后,当班班长根据订单要求参照化验室出具的初样成份表计算辅料求参照化验室出具的初样成份表计算辅料的添加量
辅料使用量确定后,交付工段审核辅料使用量确定后,交付工段审核((订单、订单、初样成份表)无误后方可进入下步工序
初样成份表)无误后方可进入下步工序
领料环节工艺质量控制:领料环节工艺质量控制:11、当班班长负责领取物料;、当班班长负责领取物料;仓库管理员负责监督所领取的数量、品种仓库管理员负责监督所领取的数量、品种的准确性,每项都要签字确认
仓库的准确性,每项都要签字确认
仓库所用电子台秤属专用设备,为保证其准确所用电子台秤属专用设备,为保证其准确性仅限在仓库使用,并定期校验
性仅限在仓库使用,并定期校验
22、所用辅料入库必须经科技部质检站和分、所用辅料入库必须经科技部质检站和分厂工艺员检验,合格的才能使用
(依据厂工艺员检验,合格的才能使用
(依据国家标准)国家标准)合金生产流程图添加辅料工艺质量控制:添加辅料工艺质量控制:11、升温至、升温至480480++10℃10℃