第四章分拣与存储单元的安装与调试4
1分拣单元的结构4
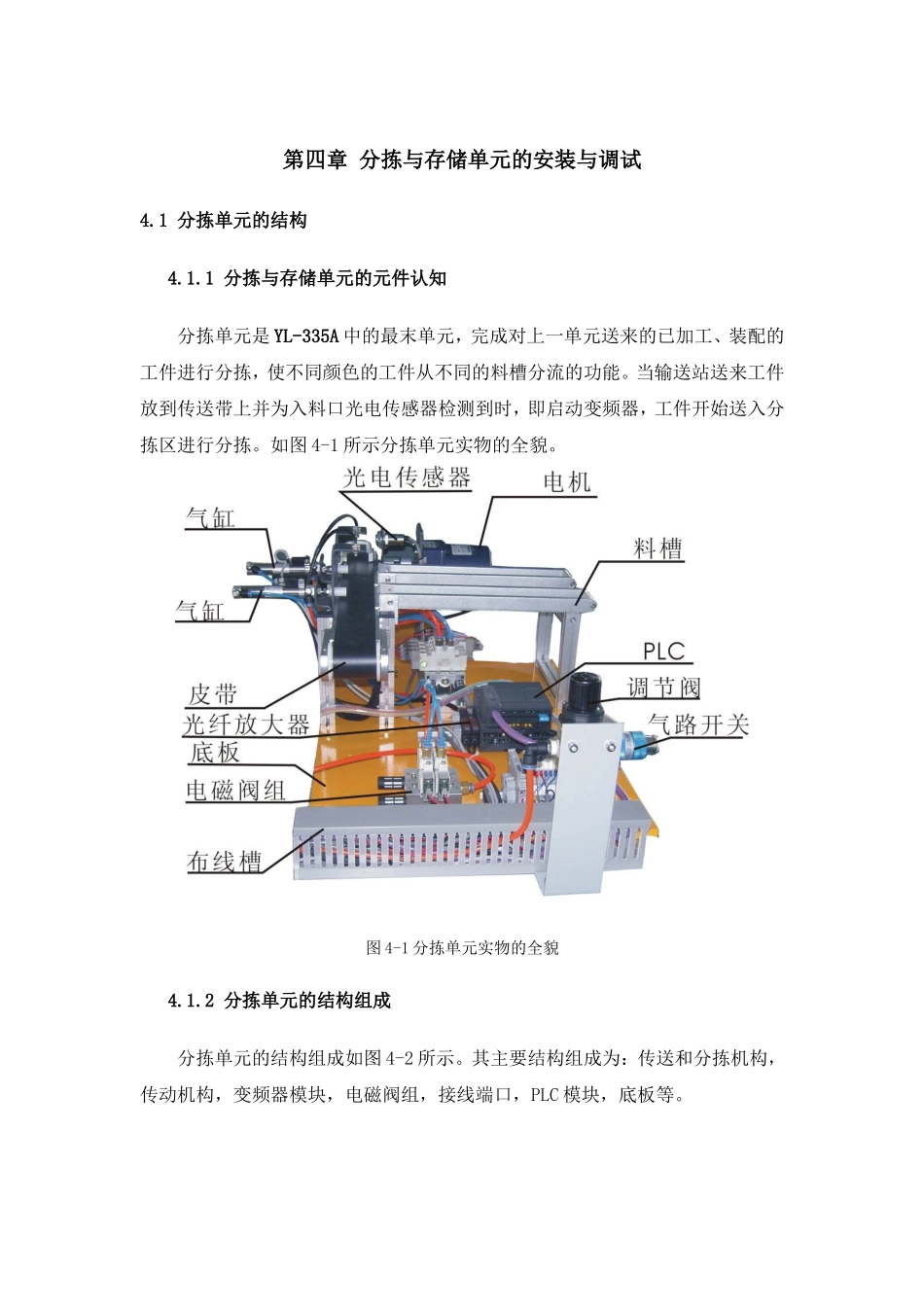
1分拣与存储单元的元件认知分拣单元是YL-335A中的最末单元,完成对上一单元送来的已加工、装配的工件进行分拣,使不同颜色的工件从不同的料槽分流的功能
当输送站送来工件放到传送带上并为入料口光电传感器检测到时,即启动变频器,工件开始送入分拣区进行分拣
如图4-1所示分拣单元实物的全貌
图4-1分拣单元实物的全貌4
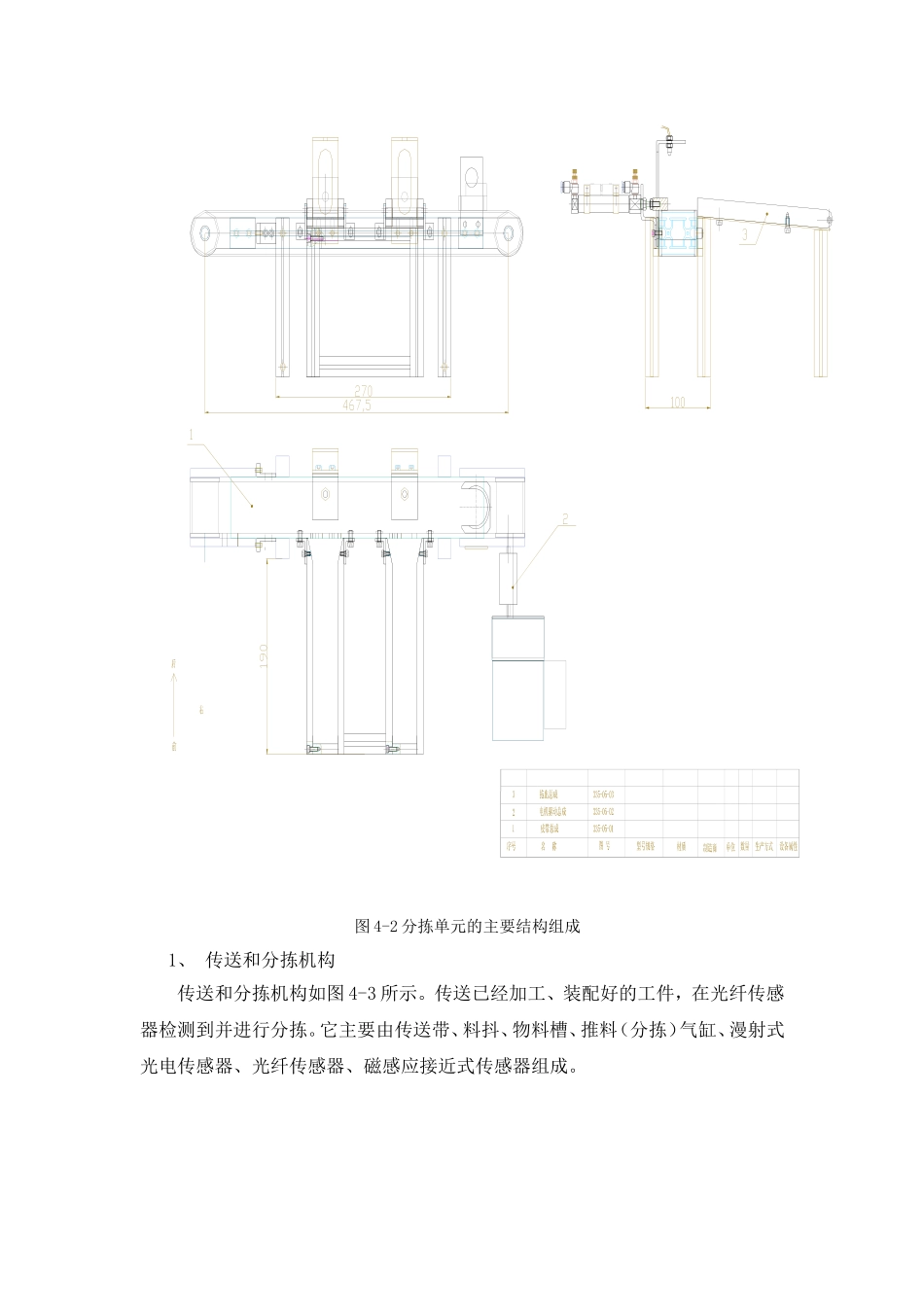
2分拣单元的结构组成分拣单元的结构组成如图4-2所示
其主要结构组成为:传送和分拣机构,传动机构,变频器模块,电磁阀组,接线端口,PLC模块,底板等
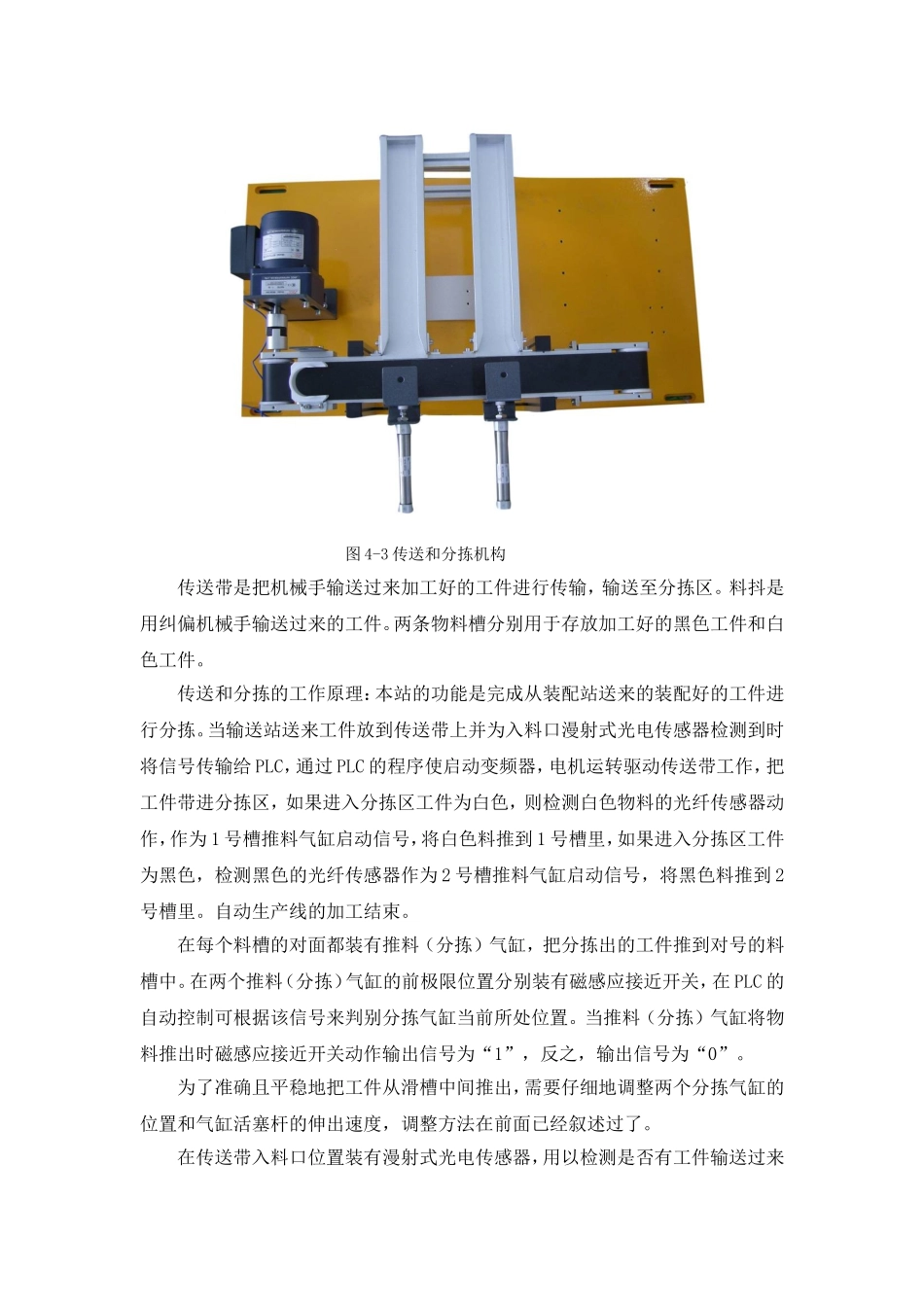
图4-2分拣单元的主要结构组成1、传送和分拣机构传送和分拣机构如图4-3所示
传送已经加工、装配好的工件,在光纤传感器检测到并进行分拣
它主要由传送带、料抖、物料槽、推料(分拣)气缸、漫射式光电传感器、光纤传感器、磁感应接近式传感器组成
图4-3传送和分拣机构传送带是把机械手输送过来加工好的工件进行传输,输送至分拣区
料抖是用纠偏机械手输送过来的工件
两条物料槽分别用于存放加工好的黑色工件和白色工件
传送和分拣的工作原理:本站的功能是完成从装配站送来的装配好的工件进行分拣
当输送站送来工件放到传送带上并为入料口漫射式光电传感器检测到时将信号传输给PLC,通过PLC的程序使启动变频器,电机运转驱动传送带工作,把工件带进分拣区,如果进入分拣区工件为白色,则检测白色物料的光纤传感器动作,作为1号槽推料气缸启动信号,将白色料推到1号槽里,如果进入分拣区工件为黑色,检测黑色的光纤传感器作为2号槽推料气缸启动信号,将黑色料推到2号槽里
自动生产线的加工结束
在每个料槽的对面都装有推料(分拣)气缸,把分拣出的工件推到对号的料槽中
在两个推料(分拣)气缸的前极限位置分别装有磁感应接近开关,在PLC的自动控制可根据该信号来判别分拣气缸当前所处位置
当推料(分拣)气缸将物料