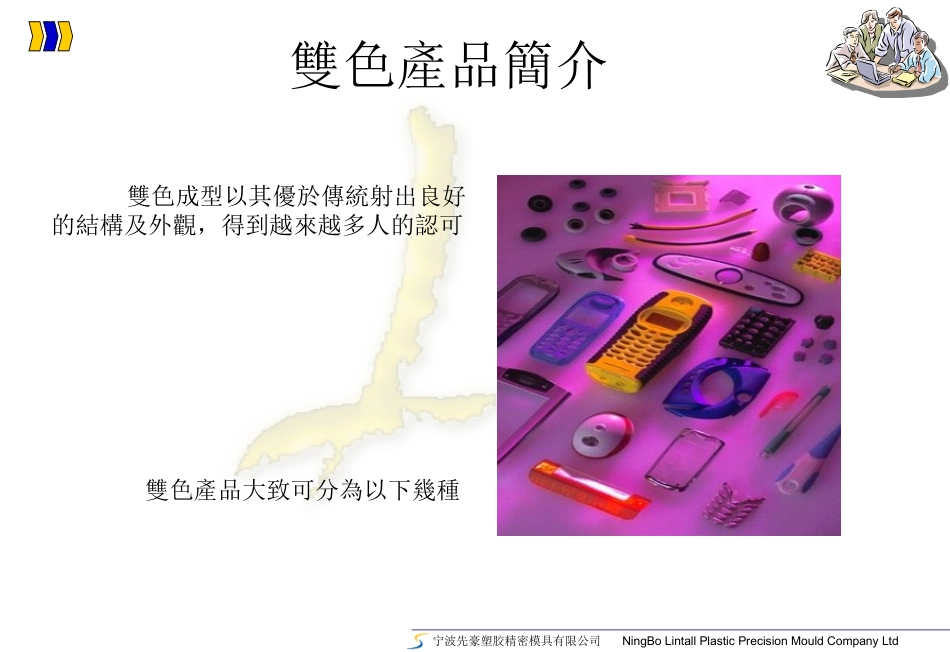
ThisdocumentandtheinformationcontainedareLINTALLpropertyandshallnotbecopiedordisclosedtoanythirdpartywithoutLINTALLpriorwrittenauthorizationTotalEngineeringDeptPage1xx双色注塑工艺和模具结构介绍宁波先豪塑胶精密模具有限公司NingBoLintallPlasticPrecisionMouldCompanyLtd雙色模具結構簡介•雙色產品簡介•雙色機台介紹•雙色成型原理•雙色模具設計要點•模座形式•普通正面開模•普通反面開模•局部雙色---翹翹板(曲軸式)•局部雙色---跳中板外core•局部雙色---跳中板內core•機械手埋入結構宁波先豪塑胶精密模具有限公司NingBoLintallPlasticPrecisionMouldCompanyLtd雙色產品簡介雙色成型以其優於傳統射出良好的結構及外觀,得到越來越多人的認可雙色產品大致可分為以下幾種宁波先豪塑胶精密模具有限公司NingBoLintallPlasticPrecisionMouldCompanyLtd雙色產品簡介1˙產品功能的要求
例如電源開關,手機按鍵,汽車開關等,要求LED部分能夠透光
透光部分宁波先豪塑胶精密模具有限公司NingBoLintallPlasticPrecisionMouldCompanyLtd雙色產品簡介2˙改善手感
一些手持產品使用RUBBER手感比較舒適
宁波先豪塑胶精密模具有限公司NingBoLintallPlasticPrecisionMouldCompanyLtd雙色產品簡介3˙產品局部區域需要電鍍
常用於手機按鍵,將電鍍部分做ABS,不需電鍍部分做成PC或其它材料
宁波先豪塑胶精密模具有限公司NingBoLintallPla