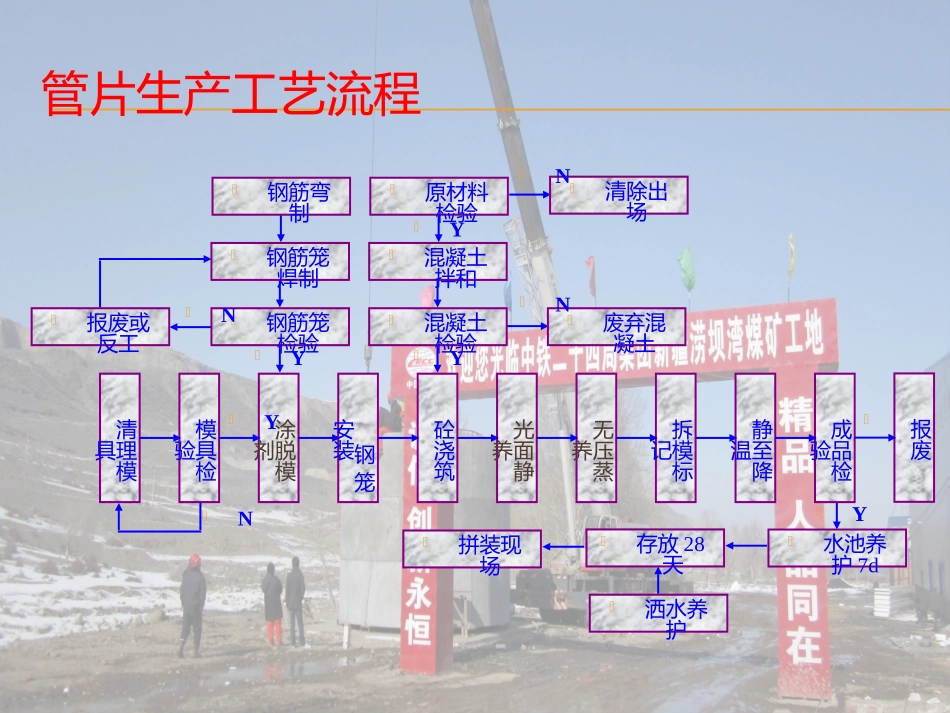
管片生产工艺简介新疆涝坝湾管片预制厂2012年3月8日主讲人:章伟管片生产工艺流程YYY废弃混凝土N混凝土检验混凝土拌和原材料检验清除出场N钢筋笼检验钢筋笼焊制钢筋弯制报废或反工NY水池养护7d存放28天拼装现场洒水养护清理模具模具检验涂脱模剂钢笼安装砼浇筑光面静养无压蒸养拆模标记静至降温成品检验N报废YN1
1模具开启开启顺序:模盖→侧模→端模1)模盖开启安全插销开启把手锁紧装置气动阀门口2)侧模开启a、专用46套筒扳手依次侧模锁紧螺栓⑥~①顺序打开
b、扳手将侧模开关螺栓打开到合适位置
①⑥②③④⑤侧模开关螺栓侧模锁紧螺栓3)端模开启a、专用扳手②~①端模锁紧螺栓顺序打开
b、端模开关螺栓打开合适位置
端模开关螺栓①③②端模锁紧螺栓1
2模具清理模具内部先内后外、先中间后两边,干净抹布清理模具内表面附着杂物、浮绣,最后利用压缩空气吹净模具内外表面附着物
特别注意:模具内表面使用棉丝、海绵块或胶片配合清理,严禁使用铁器清刮
a、利用铲刀配合抹布除去所有残留混凝土
b、向模具里面吹入压缩空气
c、清洗所有嵌入部件,并布置好以备下次使用
d、检查所有活动部件,如螺栓是否运行正常,如果有问题则按照易损件清单进行更换
e、利用机械工具如铲刀清洗模具时,一定不能损害模具的橡胶密封且不得有任何刮痕
模具开模清理模具与砼接触面涂抹脱模剂机械部位接触面涂抹机油1
3涂脱模剂高分子脱模剂,严禁使用机油、柴油代替脱模剂
专人负责,用抹布涂抹薄而匀,禁止用刷子粗燥涂刷,不得出现流淌,模具夹角不得漏涂、不得积聚
如有积聚,用棉纱清理
管片模具机械接触部位涂抹机油,严防腐蚀生锈,对模具造成损害
4钢笼安装A、钢笼按模具对号入座,操作时桥吊司机与地面操作应密切配合,对准位置轻吊、轻放,保证起吊过程平稳,严禁钢筋笼与模