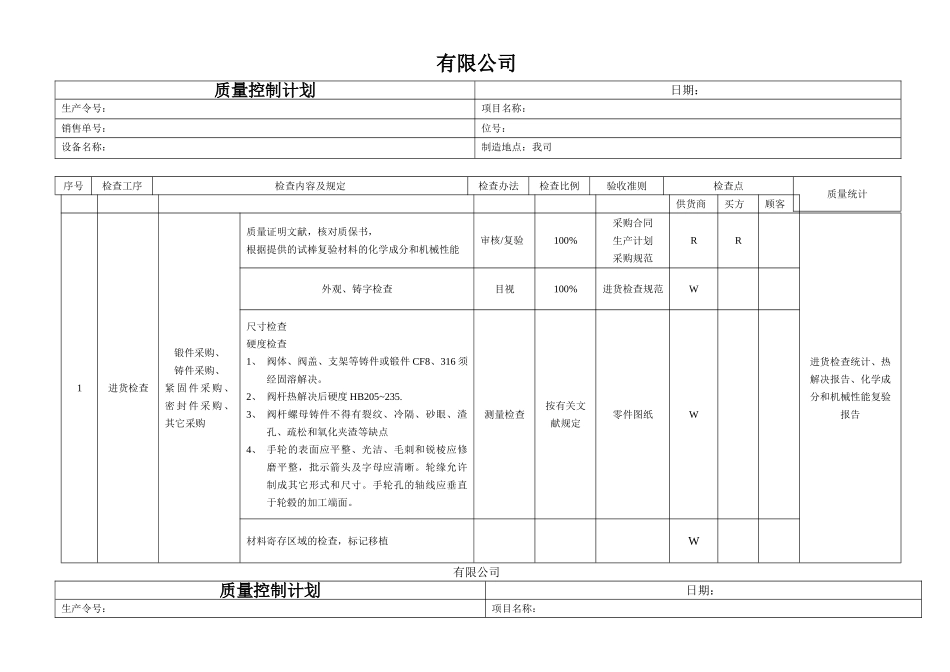
有限公司质量控制计划日期:生产令号:项目名称:销售单号:位号:设备名称:制造地点:我司序号检查工序检查内容及规定检查办法检查比例验收准则检查点质量统计供货商买方顾客1进货检查锻件采购、铸件采购、紧固件采购、密封件采购、其它采购质量证明文献,核对质保书,根据提供的试棒复验材料的化学成分和机械性能审核/复验100%采购合同生产计划采购规范RR进货检查统计、热解决报告、化学成分和机械性能复验报告外观、铸字检查目视100%进货检查规范W尺寸检查硬度检查1、阀体、阀盖、支架等铸件或锻件CF8、316须经固溶解决
2、阀杆热解决后硬度HB205~235
3、阀杆螺母铸件不得有裂纹、冷隔、砂眼、渣孔、疏松和氧化夹渣等缺点4、手轮的表面应平整、光洁、毛刺和锐棱应修磨平整,批示箭头及字母应清晰
轮缘允许制成其它形式和尺寸
手轮孔的轴线应垂直于轮毂的加工端面
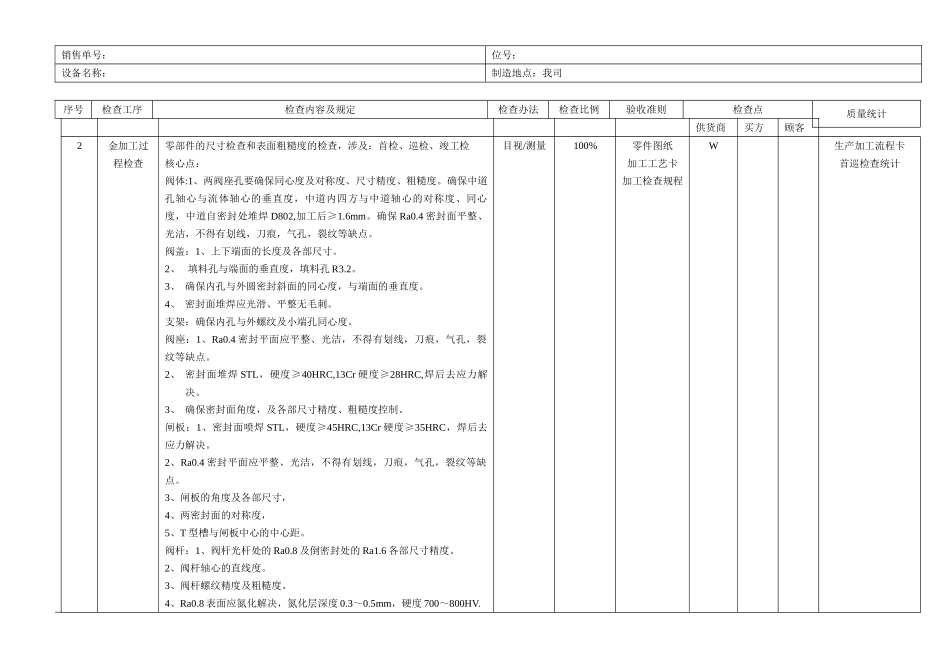
测量检查按有关文献规定零件图纸W材料寄存区域的检查,标记移植W有限公司质量控制计划日期:生产令号:项目名称:销售单号:位号:设备名称:制造地点:我司序号检查工序检查内容及规定检查办法检查比例验收准则检查点质量统计供货商买方顾客2金加工过程检查零部件的尺寸检查和表面粗糙度的检查,涉及:首检、巡检、竣工检核心点:阀体:1、两阀座孔要确保同心度及对称度、尺寸精度、粗糙度
确保中道孔轴心与流体轴心的垂直度,中道内四方与中道轴心的对称度、同心度,中道自密封处堆焊D802,加工后≥1
4密封面平整、光洁,不得有划线,刀痕,气孔,裂纹等缺点
阀盖:1、上下端面的长度及各部尺寸
2、填料孔与端面的垂直度,填料孔R3
3、确保内孔与外圆密封斜面的同心度,与端面的垂直度
4、密封面堆焊应光滑、平整无毛刺
支架:确保内孔与外螺纹及小端孔同心度
阀座:1、Ra0
4密封平面应平整、光洁,不得有划线,刀痕,气孔,裂纹等缺点
2、密封面堆焊S