全面生产维护管理1引言在市场经济体系日益发展,市场竞争日益激烈的今天,经济效益的提高越来越依赖于人的素质的提高,尤其是管理者素质的提高
管理科学是提高企业效益的根本途径,管理人才是实现现代化管理的重要保证
我国现有的管理水平与国际先进管理水平相比差距是很大的
管理落后是不少企业生产经营困难的重要原因之一
因此,科学管理是企业在市场经济条件下,生存和发展的重要因素,也是企业改革和发展的当务之急
现将MOTOROLA关于全面生产维护管理主要经验介绍给大家
2全面生产维护的内涵2
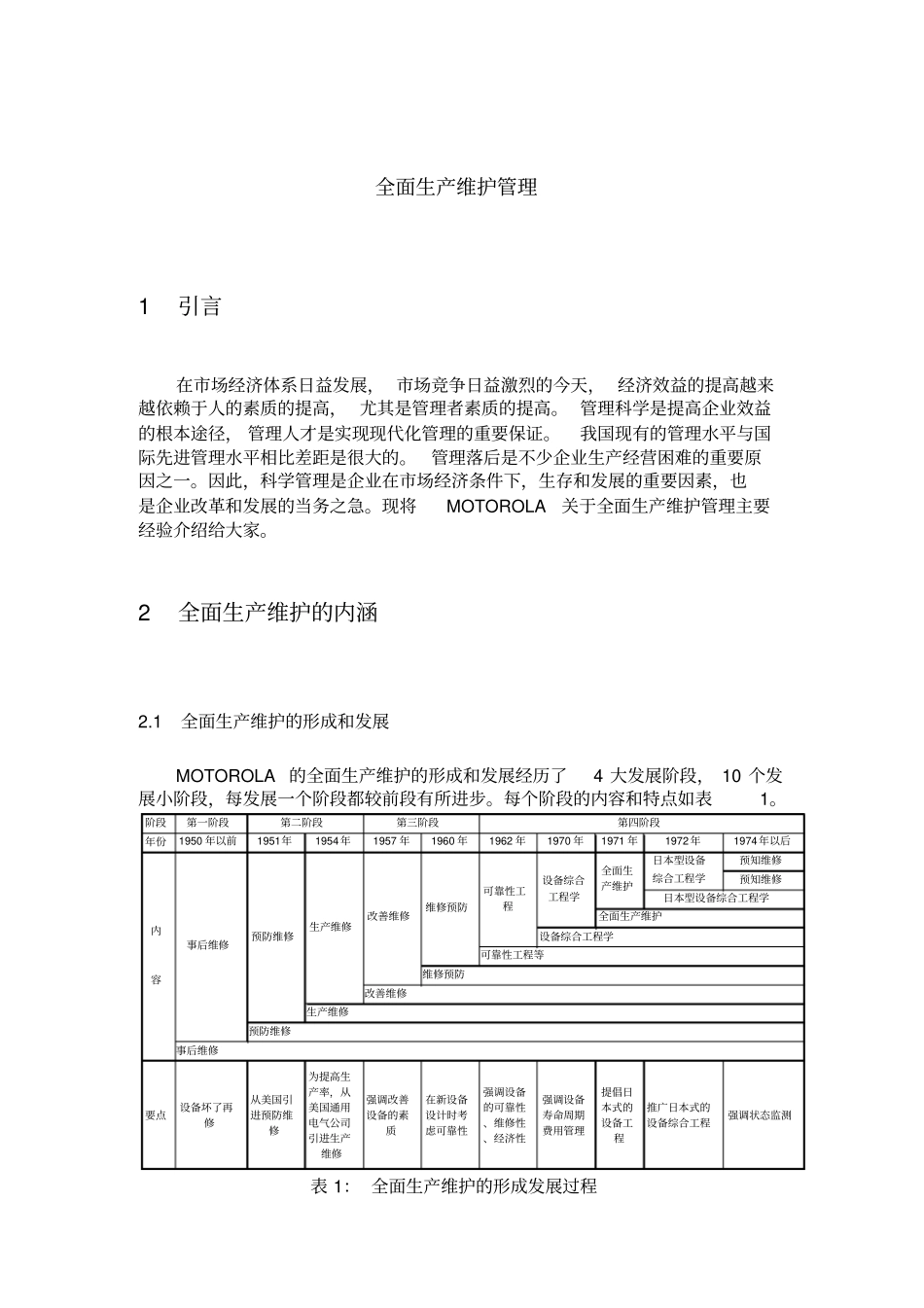
1全面生产维护的形成和发展MOTOROLA的全面生产维护的形成和发展经历了4大发展阶段,10个发展小阶段,每发展一个阶段都较前段有所进步
每个阶段的内容和特点如表1
阶段第一阶段年份1950年以前1951年1954年1957年1960年1962年1970年1971年1972年1974年以后预知维修预知维修要点设备坏了再修从美国引进预防维修为提高生产率,从美国通用电气公司引进生产维修强调改善设备的素质在新设备设计时考虑可靠性强调设备的可靠性、维修性、经济性强调设备寿命周期费用管理提倡日本式的设备工程推广日本式的设备综合工程强调状态监测事后维修内容生产维修预防维修预防维修事后维修维修预防改善维修改善维修生产维修设备综合工程学可靠性工程可靠性工程等维修预防日本型设备综合工程学全面生产维护全面生产维护设备综合工程学第二阶段第三阶段日本型设备综合工程学第四阶段表1:全面生产维护的形成发展过程2
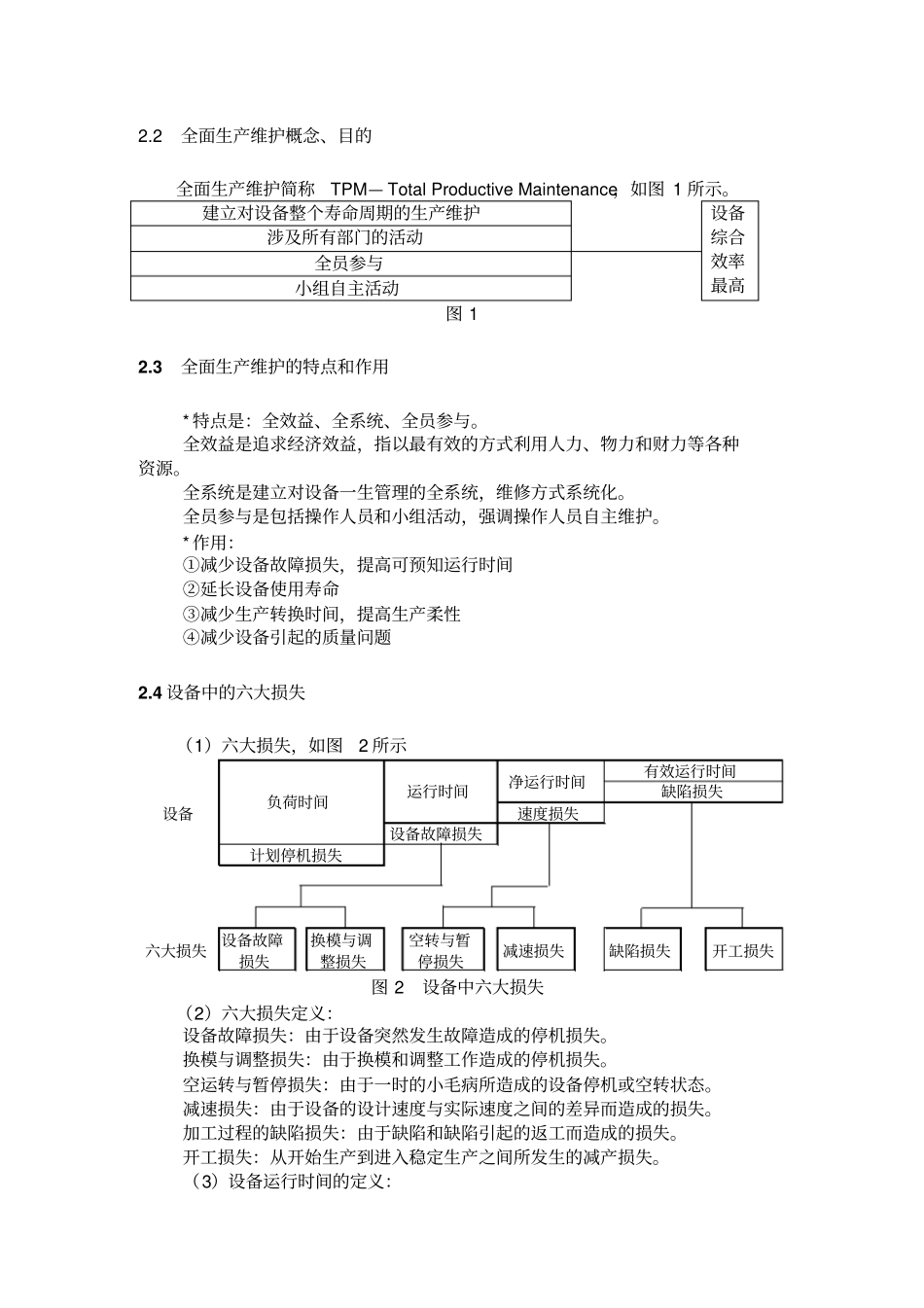
2全面生产维护概念、目的全面生产维护简称TPM—TotalProductiveMaintenance,如图1所示
建立对设备整个寿命周期的生产维护设备综合效率最高涉及所有部门的活动全员参与小组自主活动图12
3全面生产维护的特点和作用*特点是:全效益、全系统、全员参与
全效益是追求经济效益,指以最有效的方式利用人力、物力和