高防腐阴极电泳漆在车架涂装中的应用研究宋华(一汽技术中心.吉林长春 130011 )摘要:根据商用车车架的材质及结构特点,通过选择不同的前处理工艺,对 4 种阴极电泳漆的性能进行了对比试验.为公司新上车架涂装线选出了高防腐的阴极电泳漆,并成功应用于车架涂装线
关键词:车架;阴极电泳涂装:防腐蚀车架是商用车关键的部件总成之一,它位于车下部,极易受路面沙石冲击和各种使用环境介质的侵蚀
车架又是整车的主要骨架,如果由于防腐处理不好,导致性能下降或结构损坏,后果将不堪设想
所以确保车架高质量涂装,尤其高防腐蚀性(特别是锐边、尖角、焊缝部位)极其重要
国外先进的车架涂装工艺为:a .零件预涂装总成喷面漆工艺:零件预涂装采用阴极电泳或粉末喷涂.b .总成涂装工艺,阴极电泳或粉末喷涂,根据需要决定是否喷面漆
国内车架涂装工艺普遍采用总成涂装、电泳或浸漆,近两年新上车架涂装线采用阴极电泳涂装,以前采用阳极电泳涂装
我公司有两条车架涂装线,分别采用阴极电泳和阳极电泳涂装,一直不同程度地存在锐边,尖角、焊缝或缝隙涂漆不完全、早期诱蚀、漆膜短时间内失光、粉化等质量问题,阳极电泳更为严重
为此,决定淘汰阳极电泳,新建一条车架总成阴极电泳涂装线
为确保新线投产后的涂装质量,在试验室对阴极电泳涂料性能及前处理工艺进行了试验,选择出 1 种适合车架涂装用的高防腐阴极电泳涂料,并在新车架涂装线上成功应用
1 试验方案1
1 概述 针对商用车车架的材质及结构特点,选择了 3 种前处理工艺和 4 种(l 号、2 号、3 号、4 号)阴极电泳涂料进行了对比试验
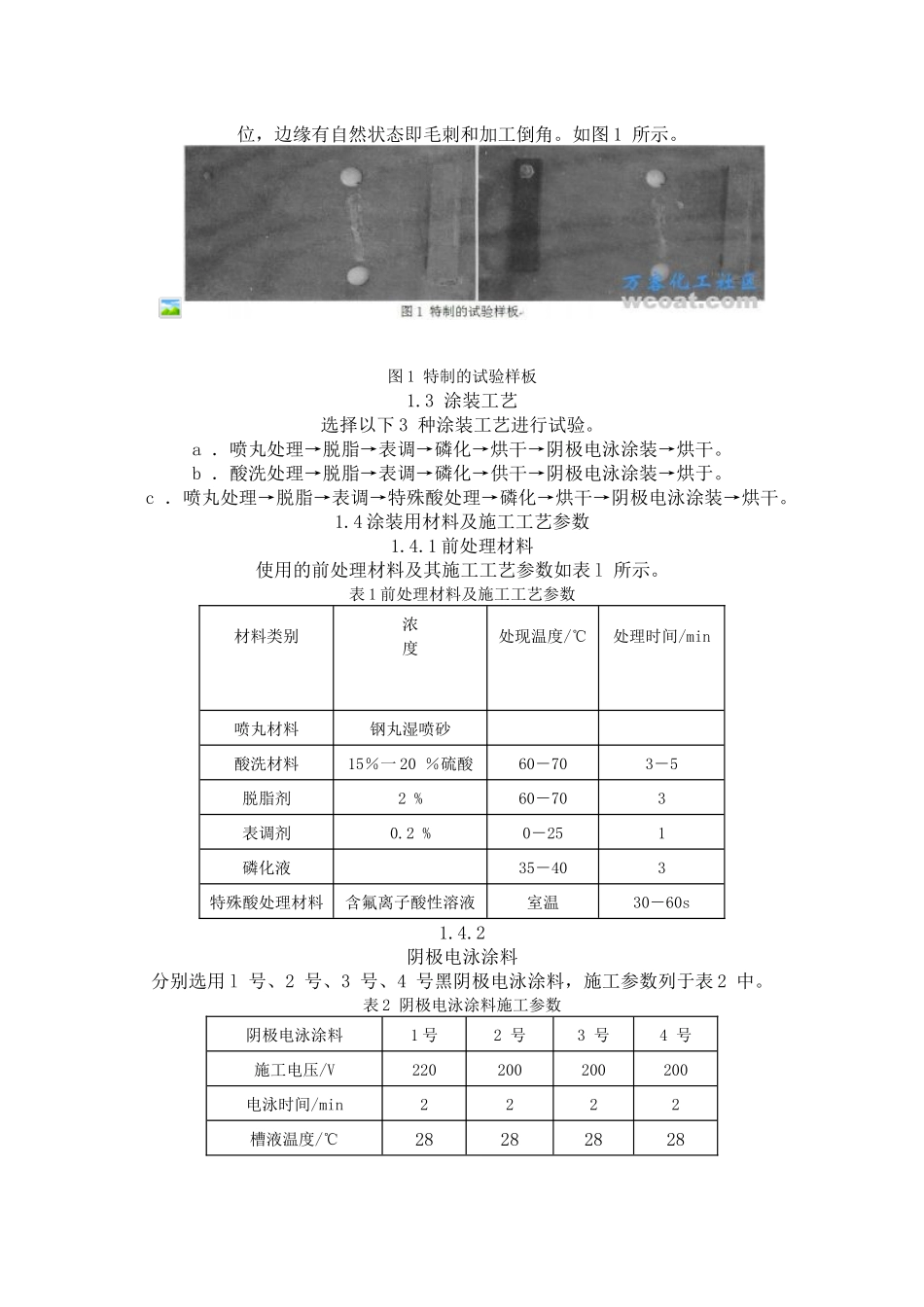
样板模拟了焊缝、冲孔、铆接、焊渣、边缘毛刺和加工倒角等情况
最终通过盐雾试验来考核样板平面部分划叉部位漆膜扩蚀情况;焊缝、铆接部位淌黄锈情况;冲孔及边缘部位边角产生诱点的多少
2 试验样板的结构 试验样板的材料为车架用热轧钢板,有焊缝、冲孔、铆