钢筋工程施工技术规范要求1、钢筋进场检验及验收本工程钢筋采用 I 级、III 级钢筋,受力钢筋全部采用 HRB400E 级钢筋
对进场钢筋必须认真检验,进场钢筋要有出厂质量证明和试验报告单,每捆(盘)钢筋必须有标牌,在保证设计规格及力学性能的情况下,钢筋表面必须清洁无损伤,不得有颗粒状或片状铁锈、裂纹、结疤、折叠、油渍及漆污等,钢筋端头保证平直,无弯曲
进场钢筋由项目部牵头组织验收
进场钢筋按规范的标准抽样做机械性能试验,同炉号、同牌号、同规格、同交货状态、同冶炼方法的钢筋 W60T 为一批;同牌号、同规格、同冶炼方法而不同炉号组成混合批的钢筋 W60T 可作为一批,但每炉号含碳量之差 W0
02%、含锰量之差 W0
经复试合格后方可使用,如不合格应从同一批次中取双倍数量试件重做各项试验,当仍有一个试件不合格,则该批钢筋为不合格品,不得直接使用到工程上
钢筋加工过程中如发现脆断,焊接性能不良或机械性能不正常时,必须进行化学成份检验或其它专项检验
2、钢筋的储存进场后钢筋和加工好的钢筋要根据钢筋的牌号,分类堆放在枕木或砖砌成的地垄上,以避免污垢或泥土的污染
钢筋集中码放,场地必须平整,有良好的排水措施
码放的钢筋应及时作好标识,标识上应注明规格、产地、日期、使用部位等
3、钢筋连接方法水平筋:直径<18 时,采用绑扎连接;直径三 18 时,采用机械连接;竖向筋:直径<14 时采用绑扎连接,直径±14 时,采用机械连接,机械连接接头等级为 II 级
(1)直螺纹机械连接1)工艺流程套筒准备 f 滚压机准备 f 钢筋平头 f 加工丝头 f 丝头检验 f 带帽保护 f 连接施工 f 接头检验
2)各施工步骤要点①套筒准备连接套由生产厂家预先制作,螺纹的牙形、螺距等必须与套筒牙形、螺距一致,且经配套的量规检测合格,螺纹量规精度应符合 5f 要求
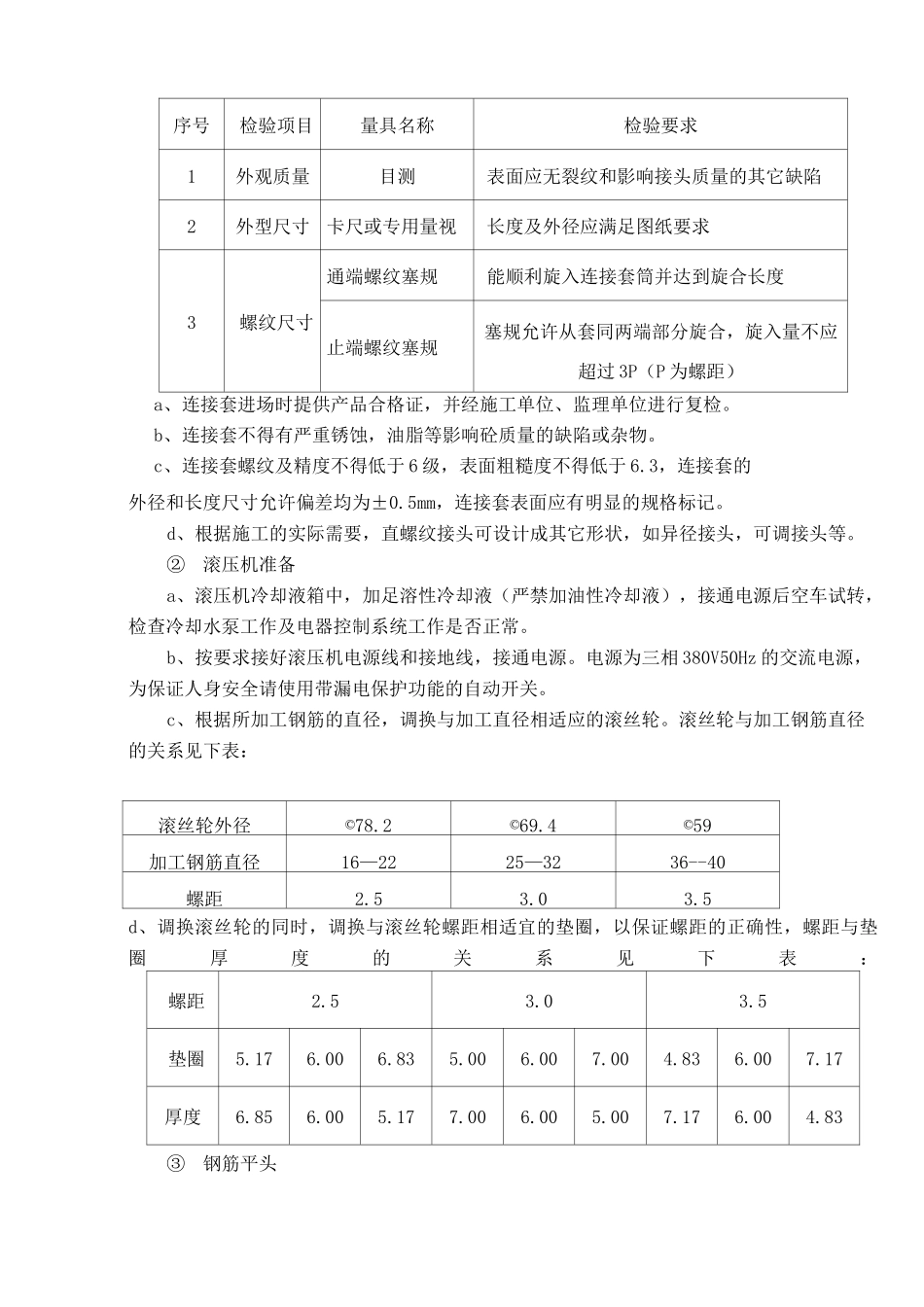
套筒出厂质量检验要求见下表:序