钢结构平台施工方案1
工程概况1)工程名称2)工程地址3)建设单位4)设计单位5)施工单位6)结构类型:钢结构2
1《钢结构工程施工及验收规》GB50205—20022
2《建筑钢结构焊接规程》JGJ812
3《钢结构焊缝外形尺寸》JB/T79492
4《结构安装工程施工操作规程》YSJ4043
材料检验和管理材料进货、检验程序要按质量保证体系文件运行
对于钢结构框架中所使用的材料应满足如下要求:3
1 所有钢材应具有质量证明书,并应符合设计的要求
当对钢材的质量有疑义时,应按国家现行有关标准的规定进行抽样检验
2 钢材表面质量除应符合国家现行有关标准的规定外,尚应符合如下规定:3
1 当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负偏差的 1/2;3
2 钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》规定的 A、B、C 级
如锈蚀达到 D 级,不得用作结构材料
3 钢结构所采用的连接和涂装材料,应具有出厂质量证明书,并应符合设计要求
4 对于不合格的材料应坚持退货处理,不能投入使用
5 合理堆放:钢结构材料用量大,规格多,应分类堆放整齐,并作明显标记
6 材料发放:坚持领料的有关制度,班组不能随便取拿,以防用错
4.施工前的准备4
1 技术准备4
1 施工图纸进行会审;4
2 施工方案进行编制;4
3 对班组进行技术交底
钢结构的制作5
1 钢材在下料前和拼接后的变形,超过技术要求时,均应进行矫正5
2 矫正方法和矫正工具应根据钢材变形位置、程度和材料品种进行选取
薄板与厚度小于 12mm 的中板以及小规格型钢,宜用手工矫正
大规格的型钢矫正变形,宜用型钢调直机进行
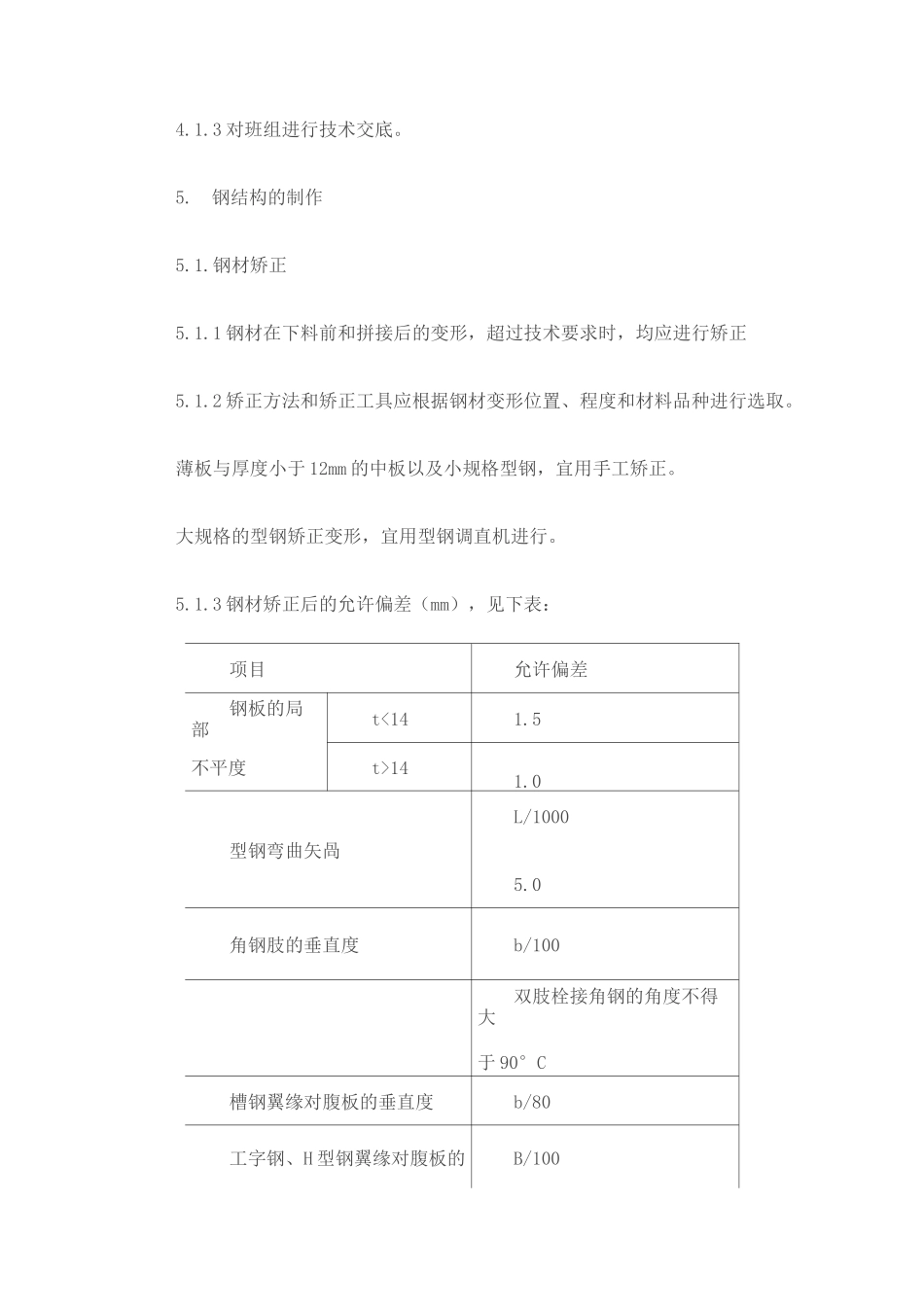
3 钢材矫正后的允许偏差(mm),见下表:项目允许偏差钢板的局部t141