绪论 金属工艺学是一门研究有关制造金属机件的工艺方法的综合性技术学科
主要内容:1 常用金属材料性能 2 各种工艺方法本身的规律性及应用
3 金属机件的加工工艺过程、结构工艺性
热加工:金属材料、铸造、压力加工、焊接 目的、任务:使学生了解常用金属材料的性质及其加工工艺的基础知识,为学习其它相关课程及以后从事机械设计和制造方面的工作奠定必要的金属工艺学的基础
[以综合为基础,通过综合形成能力] 第一篇 金属材料第一章 金属材料的主要性能两大类:1 使用性能:机械零件在正常工作情况下应具备的性能
包括:机械性能、物理、化学性能 2 工艺性能:铸造性能、锻造性能、焊接性能、热处理性能、切削性能等
第一节 金属材料的机械性能 指力学性能---受外力作用反映出来的性能
一 弹性和塑性: 1 弹性:金属材料受外力作用时产生变形,当外力去掉后能恢复其原来形状的性能
力和变形同时存在、同时消失
如弹簧:弹簧靠弹性工作
2 塑性:金属材料受外力作用时产生永久变形而不至于引起破坏的性能
(金属之间的连续性没破坏)塑性大小以断裂后的塑性变形大小来表示
塑性变形:在外力消失后留下的这部分不可恢复的变形
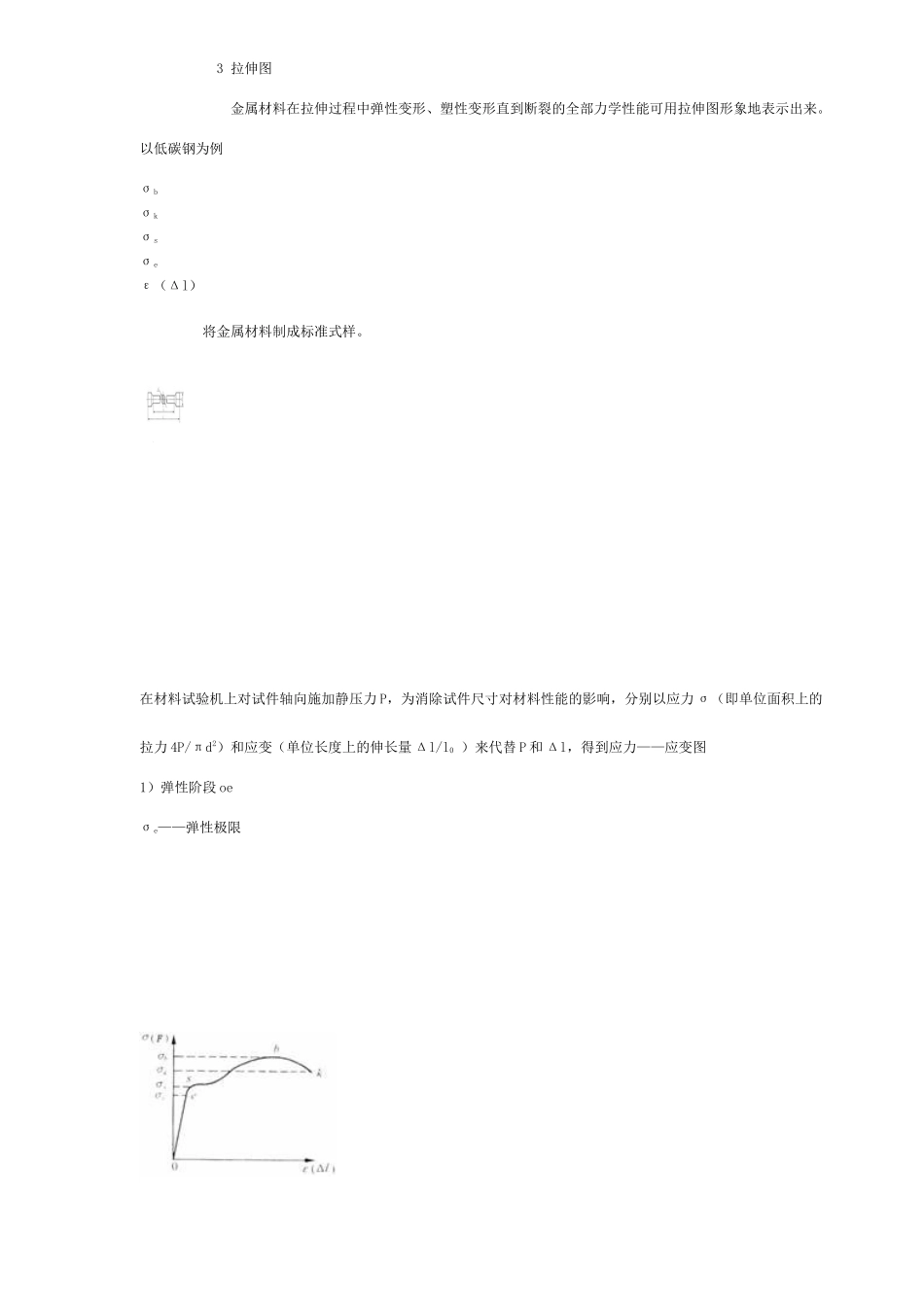
3 拉伸图 金属材料在拉伸过程中弹性变形、塑性变形直到断裂的全部力学性能可用拉伸图形象地表示出来
以低碳钢为例σbσkσsσeε(Δl) 将金属材料制成标准式样
在材料试验机上对试件轴向施加静压力 P,为消除试件尺寸对材料性能的影响,分别以应力 σ(即单位面积上的拉力 4P/πd2)和应变(单位长度上的伸长量 Δl/l0 )来代替 P 和 Δl,得到应力——应变图1)弹性阶段 oeσe——弹性极限 2)屈服阶段:过 e 点至水平段右端 σs——塑性极限,s——屈服点过 s 点水平段——说明载荷不增加,式样仍继续伸长
(P 一定,σ=P/F 一定,但真实应力 P/F1↑ 因为变形,F