种常见焊缝外部缺陷位于焊缝外表面,用目测或低倍放大镜可以看到的缺陷称为外部缺陷,常见的有如下几种:内部咬边瞩岂佶号:辭 mellOr■IJ&^mell©公,微信号:追皿啦丄沿着焊趾的母材部位,烧熔形成凹陷或沟槽的现象称为咬边
注意是母材熔化
危害性:减少焊缝有效截面,母材边缘形成尖锐缺口,应力高度集中,降低接头强度和承载能力
原因分析:焊接线能量大,电弧过长,焊条(枪)角度不当,焊条(丝)送进速度不合适等都是造成咬边的原因
预防措施:⑴ 根据焊接项目、位置,焊接规范的要求,选择合适的电流参数;⑵ 控制电弧长度,尽量使用短弧焊接;⑶ 掌握必要的运条(枪)方法和技巧;⑷ 焊条(丝)送进速度与所选焊接电流参数协调;⑸ 注意焊缝边缘与母材熔化结合时的焊条(枪)角度
处理措施:⑴ 对检查中发现的焊缝咬边,进行打磨清理、补焊,使之符合验收标准要求;⑵ 加强质量标准的学习,提高焊工质量意识;⑶ 加强练习,提高防止咬边缺陷的操作技能
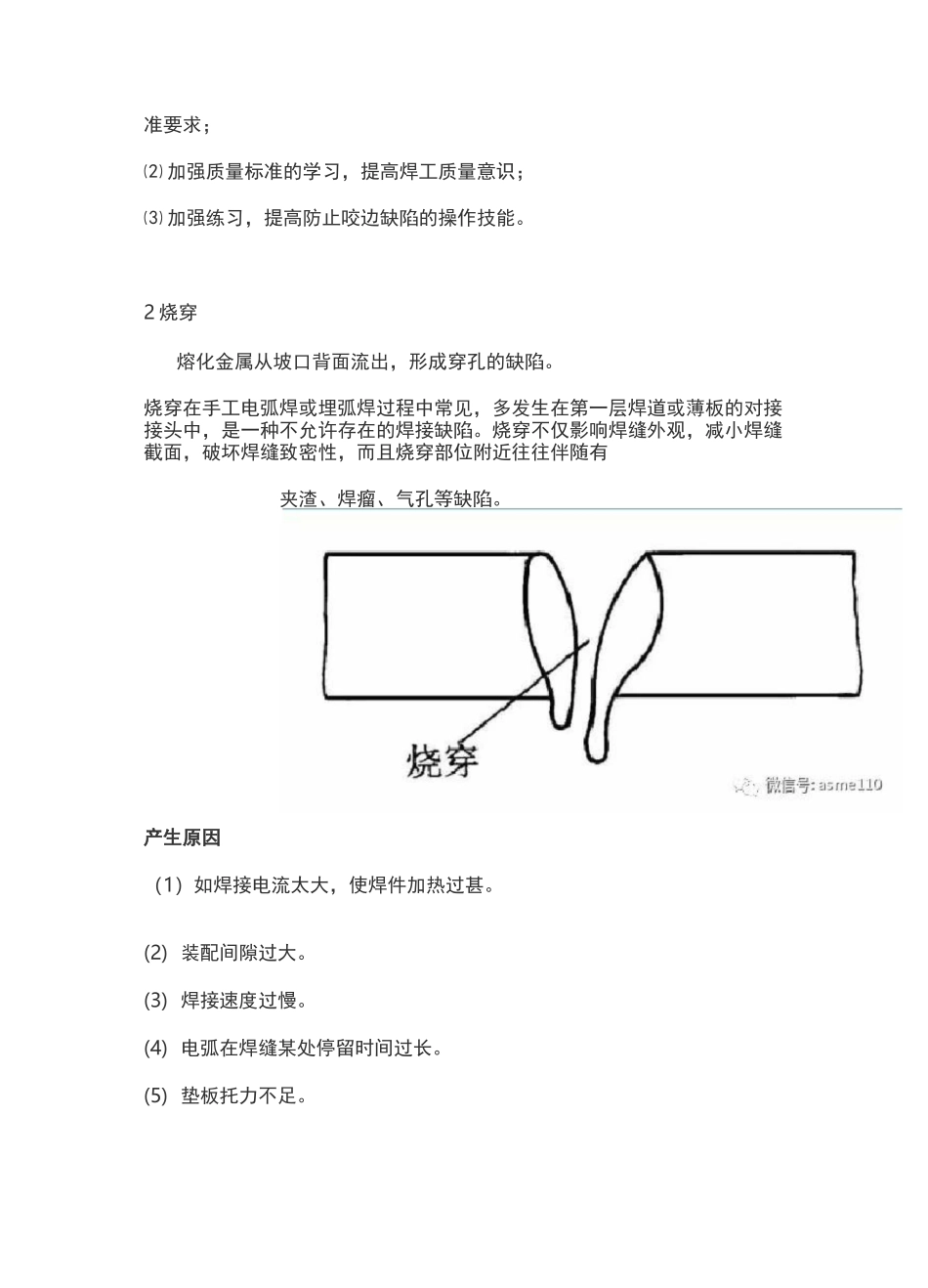
2 烧穿熔化金属从坡口背面流出,形成穿孔的缺陷
烧穿在手工电弧焊或埋弧焊过程中常见,多发生在第一层焊道或薄板的对接接头中,是一种不允许存在的焊接缺陷
烧穿不仅影响焊缝外观,减小焊缝截面,破坏焊缝致密性,而且烧穿部位附近往往伴随有夹渣、焊瘤、气孔等缺陷
产生原因(1)如焊接电流太大,使焊件加热过甚
(2) 装配间隙过大
(3) 焊接速度过慢
(4) 电弧在焊缝某处停留时间过长
(5) 垫板托力不足
预防措施(1) 减小焊接电流,适当增加焊接速度
(2) 严格控制焊件间隙,并保证这种间隙在整个焊缝长度上的一致性
3 焊瘤焊瘤是过量的焊缝金属流出基体金属熔化表面而未熔合,这种金属是由于熔池温度过高,使液体金属凝固较慢,在自重作用下下坠而形成
也就是在焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤
在角焊缝中产生的频度多于对接焊缝
焊瘤在立焊和仰焊中经