1 / 25 四、分析题1 在卧式镗床上对箱体零件进行镗孔加工, 试分析当采用刚性镗杆或采用浮动镗杆与镗模夹具加工时影响镗孔回转精度的主要因素
2 在镗床上用双刃镗刀块镗孔( 镗刀块固定于镗杆上) 若(1) 毛坯孔呈椭圆形但无偏心
(2)毛坯孔呈圆形但有偏心
试分析其复映误差
( 不计工件及镗刀块变形,故镗杆的刚度即为工艺系统刚度
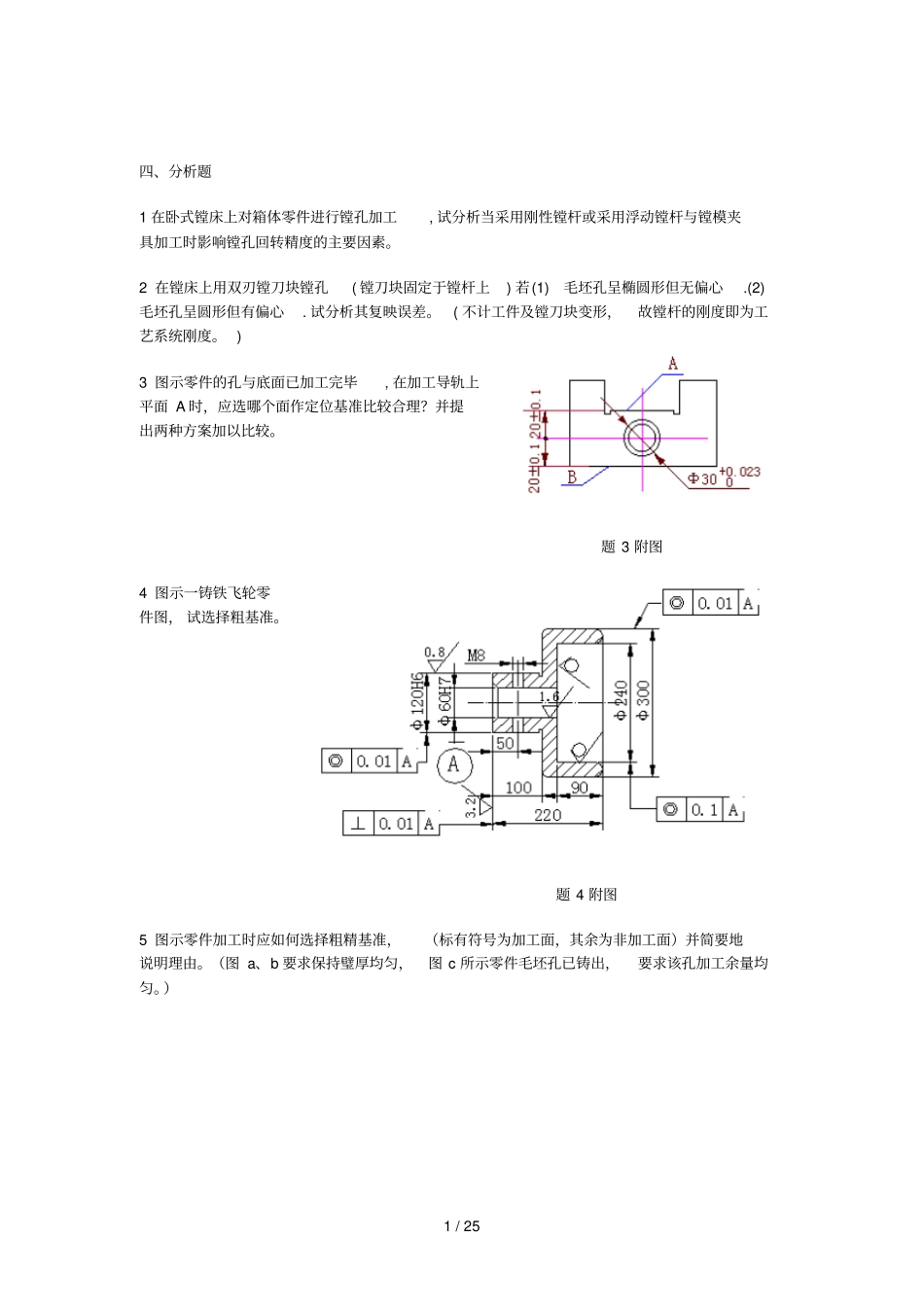
) 3 图示零件的孔与底面已加工完毕, 在加工导轨上平面 A 时,应选哪个面作定位基准比较合理
并提出两种方案加以比较
题 3 附图4 图示一铸铁飞轮零件图, 试选择粗基准
题 4 附图5 图示零件加工时应如何选择粗精基准,(标有符号为加工面,其余为非加工面)并简要地说明理由
(图 a、b 要求保持璧厚均匀,图 c 所示零件毛坯孔已铸出,要求该孔加工余量均匀
)2 / 25 题 5 附图6 图示箱体零件的工艺路线图下:①粗、精刨底面
②粗、精刨顶面
③粗、精铣两端面
④在卧式镗床上先粗镗、半精镗
精镗φ 80H7 孔,然后将工作台移动φ 100±0
03mm,再粗镗、半精镗、精镗φ 60H7 孔
该零件为中批生产,试分析上述工艺路线有无原则性错误,并提出改正方案
题 6 附图7 试分析说明图中各零件加工主要表面时定位基准(粗,精基准)应如何选择
8 在外圆磨床上加工,当n1=2n2,若只考虑主轴误差的影响,试分析在图中给定的两种情况下,磨削后工件外圆应是什么形状
题 7 附图3 / 25 题 8 附图9 在卧式镗床上对箱体零件进行镗孔加工,试分析当采用刚性镗杆或采用浮动镗杆与镗模夹具加工时影响镗杆回转精度的主要因素
10 在卧式镗床上镗箱体孔有四种方案:a、工件进给: b、镗杆进给: c、工件进给、镗杆加后支承; d、镗模夹具带动工件进给
若镗杆刚度较差,试分析工件的纵向几何误差
(提示:主要考虑镗杆伸出长度的变化导致的刚度变化,从而