过程检验规范 IPQC检验项目缺陷名称判 断 标 准CRMAMI检 验方式AQL切片1
切 边 粘挂
切边平整无挂边料
生产过程不跑偏
口罩边不起毛, 压边不能穿孔,保持每个口罩形状一致
尺 寸 偏移模型一致无偏移允差±3
褶皱无褶皱平整 , 内置原料无明显褶皱,褶皱不得超过3MM且不得超过两处
正面自然观下目测无异样
少料内胆层次无缺损,缺料
5 切 边 起毛切边无毛刺,干净整齐
钢 模 印记不清晰焊点
模印清晰明朗
整齐划一无断痕,无穿孔
封 边 开口封边严密
整齐对一目测封边2
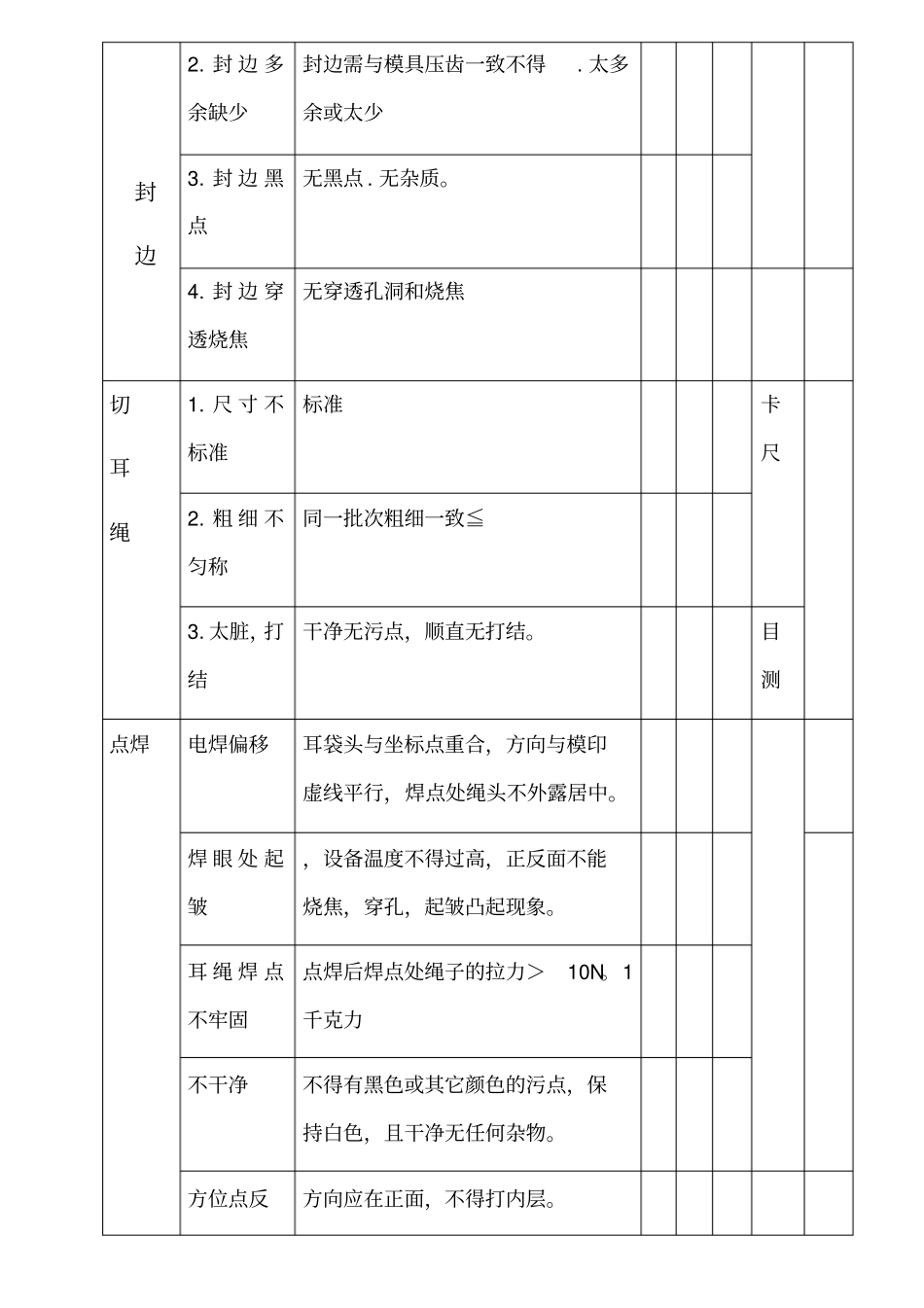
封 边 多余缺少封边需与模具压齿一致不得
太多余或太少3
封 边 黑点无黑点
封 边 穿透烧焦无穿透孔洞和烧焦切耳绳1
尺 寸 不标准标准卡尺2
粗 细 不匀称同一批次粗细一致≦3
太脏,打结干净无污点,顺直无打结
目测点焊电焊偏移耳袋头与坐标点重合,方向与模印虚线平行,焊点处绳头不外露居中
焊 眼 处 起皱,设备温度不得过高,正反面不能烧焦,穿孔,起皱凸起现象
耳 绳 焊 点不牢固点焊后焊点处绳子的拉力>10N
1千克力不干净不得有黑色或其它颜色的污点,保持白色,且干净无任何杂物
方位点反方向应在正面,不得打内层
压 点 过 长或过短线头压点不得过长,因在中点心坐标点盖好后 2MM
避免过长起毛头过短不牢固脱落
卡尺焊圈过大电焊后焊圈尺寸为5MM±1MM,不起毛
耳 绳 尺 寸不一致点好后绳子折叠对比不得超过
贴(穿)鼻梁条1
位 置 偏移2
贴 条 起翘贴后制定位置范围内两边空置均匀贴后压实压紧不得起翘褶皱扭曲
目测3 铝 条 插错位鼻梁条不得插置口罩内层需插在中间层
耳 绳 外露2
漏 放 错放合格证耳绳折起入袋方面
不得裸露袋口不得依要