2 施工方法2
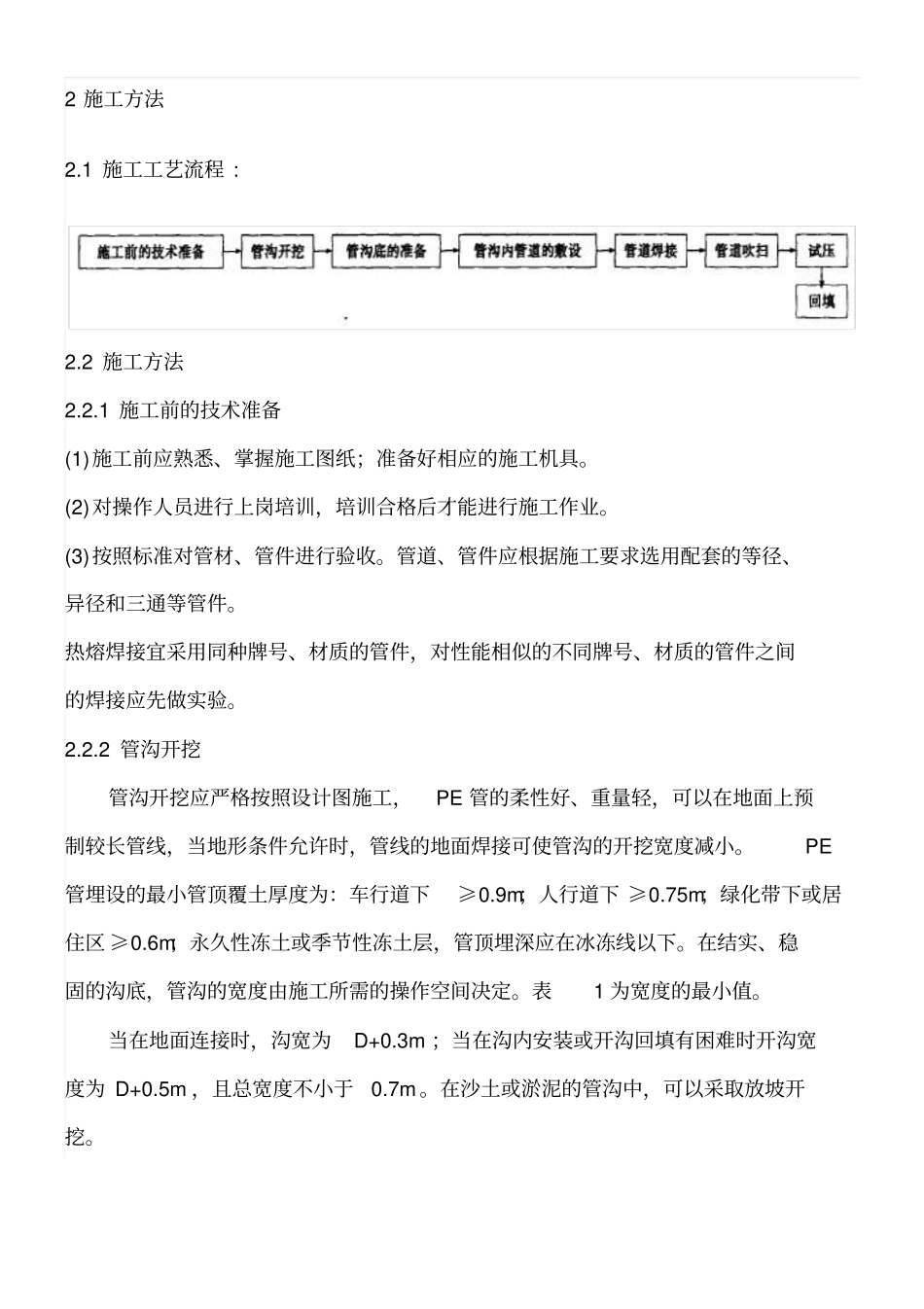
1 施工工艺流程 :2
2 施工方法2
1 施工前的技术准备(1)施工前应熟悉、掌握施工图纸;准备好相应的施工机具
(2)对操作人员进行上岗培训,培训合格后才能进行施工作业
(3)按照标准对管材、管件进行验收
管道、管件应根据施工要求选用配套的等径、异径和三通等管件
热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做实验
2 管沟开挖管沟开挖应严格按照设计图施工,PE 管的柔性好、重量轻,可以在地面上预制较长管线,当地形条件允许时,管线的地面焊接可使管沟的开挖宽度减小
PE管埋设的最小管顶覆土厚度为:车行道下≥0
9m;人行道下 ≥0
75m;绿化带下或居住区 ≥0
6m;永久性冻土或季节性冻土层,管顶埋深应在冰冻线以下
在结实、稳固的沟底,管沟的宽度由施工所需的操作空间决定
表1 为宽度的最小值
当在地面连接时,沟宽为D+0
3m ;当在沟内安装或开沟回填有困难时开沟宽度为 D+0
5m ,且总宽度不小于0
在沙土或淤泥的管沟中,可以采取放坡开挖
3 管沟底面的处理如果管沟底部平直且土壤中基本没有大石块或底部土层没有扰动,就无需平整;如果底部土层被扰动,则采用直径20~50mm 级配碎石块混合沙土和粘土等材料垫平,垫层厚度为150mm ,夯实的密实度应大于90%
应尽可能避免管道表面划伤
4 管道的敷设管道一般在地面预先焊接好(管径 ≤110mm的管道应采用电熔焊焊接;管径>110mm 的管道可采用电熔焊或热熔焊焊接)
在管道放入管沟之前,应对管道进行全面检查,在没有发现任何缺陷的情况下,方可下管(采取吊入或滚入法)
5 管道焊接(热熔焊接方法)(1)焊接准备焊接准备主要是检查焊机状况是否满足工作要求
如检查机具各个部位的紧固件有无脱落或松动;检查机电线路连接是否正确、可靠;检查