第四章埋弧焊第一节埋弧焊的工作原理及特点埋弧焊也是利用电弧作为热源的焊接方法
埋弧焊时电弧是在一层颗粒状的可熔化焊剂覆盖下燃烧,电弧不外露,埋弧焊由此得名
所用的金属电极是不间断送进的光焊丝
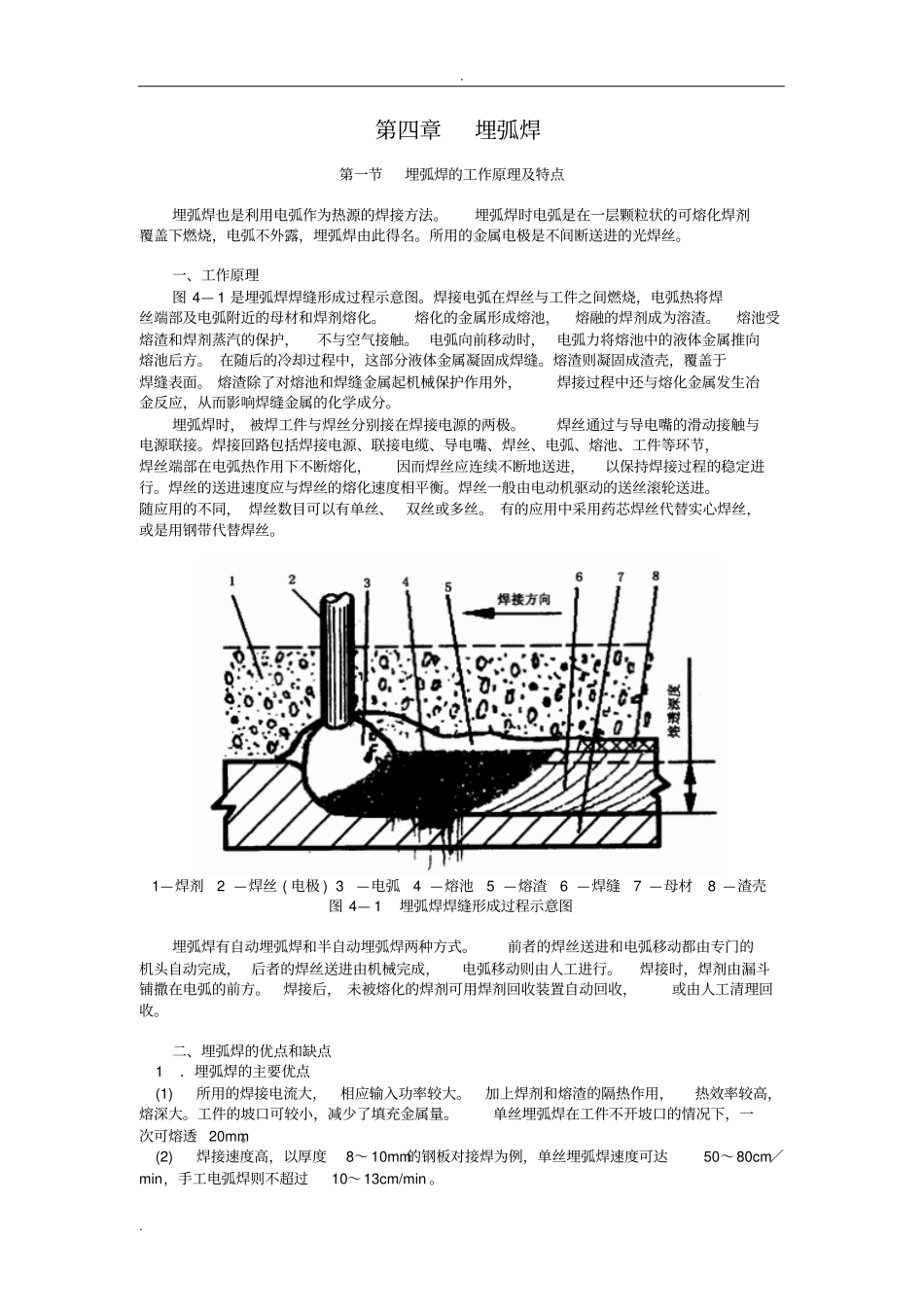
一、工作原理图 4— 1 是埋弧焊焊缝形成过程示意图
焊接电弧在焊丝与工件之间燃烧,电弧热将焊丝端部及电弧附近的母材和焊剂熔化
熔化的金属形成熔池,熔融的焊剂成为溶渣
熔池受熔渣和焊剂蒸汽的保护,不与空气接触
电弧向前移动时, 电弧力将熔池中的液体金属推向熔池后方
在随后的冷却过程中,这部分液体金属凝固成焊缝
熔渣则凝固成渣壳,覆盖于焊缝表面
熔渣除了对熔池和焊缝金属起机械保护作用外,焊接过程中还与熔化金属发生冶金反应,从而影响焊缝金属的化学成分
埋弧焊时, 被焊工件与焊丝分别接在焊接电源的两极
焊丝通过与导电嘴的滑动接触与电源联接
焊接回路包括焊接电源、联接电缆、导电嘴、焊丝、电弧、熔池、工件等环节,焊丝端部在电弧热作用下不断熔化,因而焊丝应连续不断地送进,以保持焊接过程的稳定进行
焊丝的送进速度应与焊丝的熔化速度相平衡
焊丝一般由电动机驱动的送丝滚轮送进
随应用的不同, 焊丝数目可以有单丝、双丝或多丝
有的应用中采用药芯焊丝代替实心焊丝,或是用钢带代替焊丝
1—焊剂 2 —焊丝 ( 电极 ) 3—电弧 4 —熔池 5 —熔渣 6 —焊缝 7 —母材 8 —渣壳图 4— 1 埋弧焊焊缝形成过程示意图埋弧焊有自动埋弧焊和半自动埋弧焊两种方式
前者的焊丝送进和电弧移动都由专门的机头自动完成, 后者的焊丝送进由机械完成,电弧移动则由人工进行
焊接时,焊剂由漏斗铺撒在电弧的前方
焊接后, 未被熔化的焊剂可用焊剂回收装置自动回收,或由人工清理回收
二、埋弧焊的优点和缺点 1.埋弧焊的主要优点 (1)所用的焊接电流大,相应输入功率较大
加上焊剂和熔渣的隔热作用,热效率较高,熔深大