塑料制品壁厚设计摘要塑件的厚度对其质量有很大的影响,壁厚过小难以满足使用强度和刚度要求,对于大型复杂件难以充满型腔;厚度太大,不但浪费原材料,而且在塑件内部易产生气泡,外部易产生凹陷等缺陷,同时还会增加冷却时间, 所以,从经济的角度出发塑件的薄壁化很重要的关键词设计壁厚塑料制品设计塑料模具时, 应考虑塑料制品的厚度是否符合成型工艺要求
制品壁厚过薄,注射时流动阻力大,成型困难,有时无法充满型腔;制品壁厚过厚,不仅造成原料浪费,延长成型周期,而且容易产生气泡、凹痕、翘曲等缺陷
一,壁厚设计的基本原则:要求塑件的壁厚尽可能均匀
以避免造成收缩不一致而导致变形或开裂
如果一个制品厚度相差悬殊, 制品在成型冷却过程中必然收缩不均,不仅造成气泡、凹痕和翘曲,同时制品内部存在较大的内应力,影响制品的外观和内在质量
在实际生产中,塑料制品的设计要使厚壁完全均匀是有困难的,一般要求制品厚度不均匀度不超过50%
二,影响制品壁厚设计的因素塑料制品的基本结构是根据制品的使用要求规定的
制品厚度的设计是依据所选用的原料来定的
因此在一般情况下, 当塑料制品厚壁设计时, 应当考虑使用条件和塑料制造条件这两大因素
使用条件包括:结构、重量、强度、绝缘性能;塑料制造条件包括:材料流动性、冷却时间、 顶出强度以及装配强度尺寸精度等因素
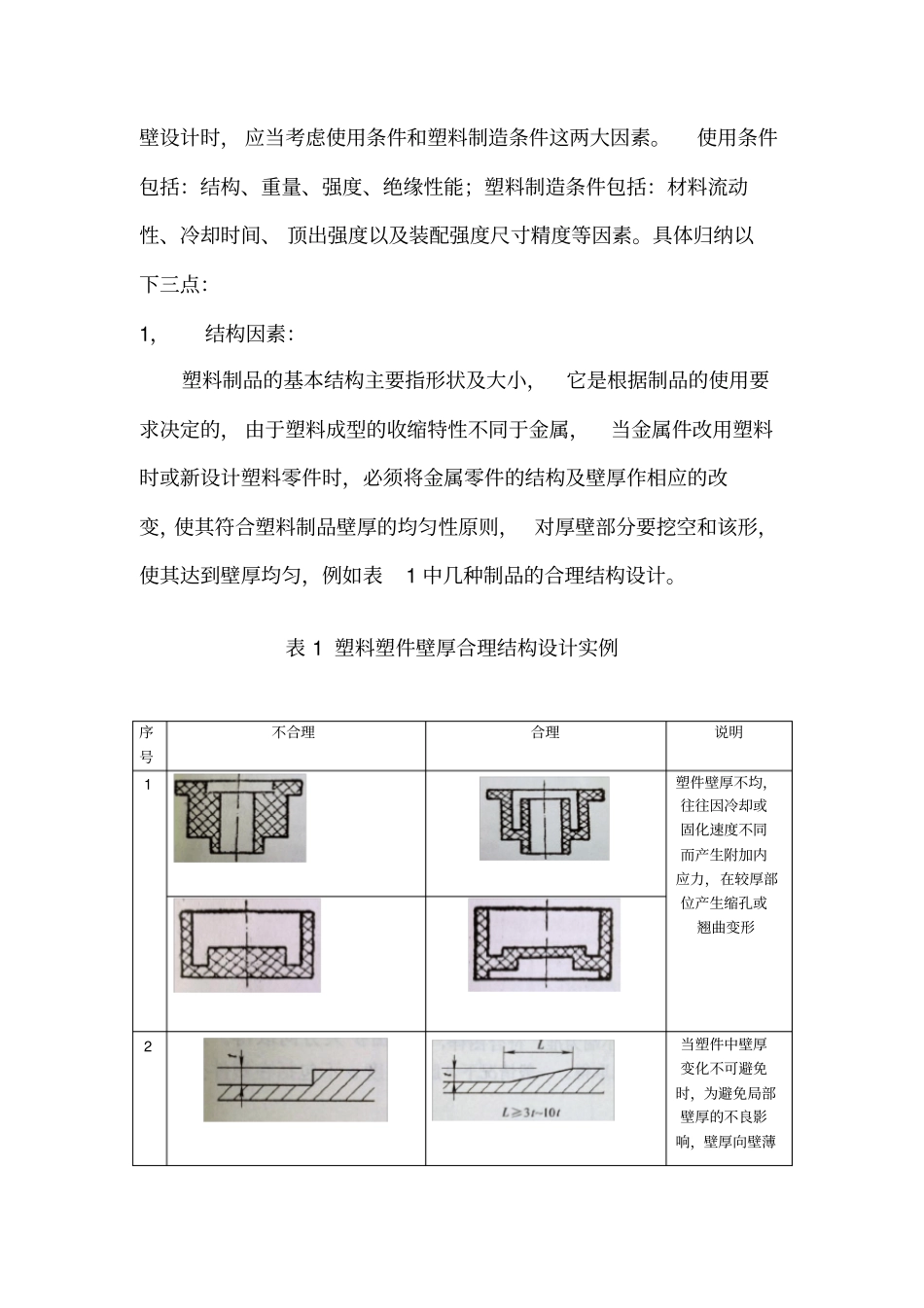
具体归纳以下三点:1,结构因素:塑料制品的基本结构主要指形状及大小,它是根据制品的使用要求决定的, 由于塑料成型的收缩特性不同于金属,当金属件改用塑料时或新设计塑料零件时,必须将金属零件的结构及壁厚作相应的改变,使其符合塑料制品壁厚的均匀性原则, 对厚壁部分要挖空和该形,使其达到壁厚均匀,例如表1 中几种制品的合理结构设计
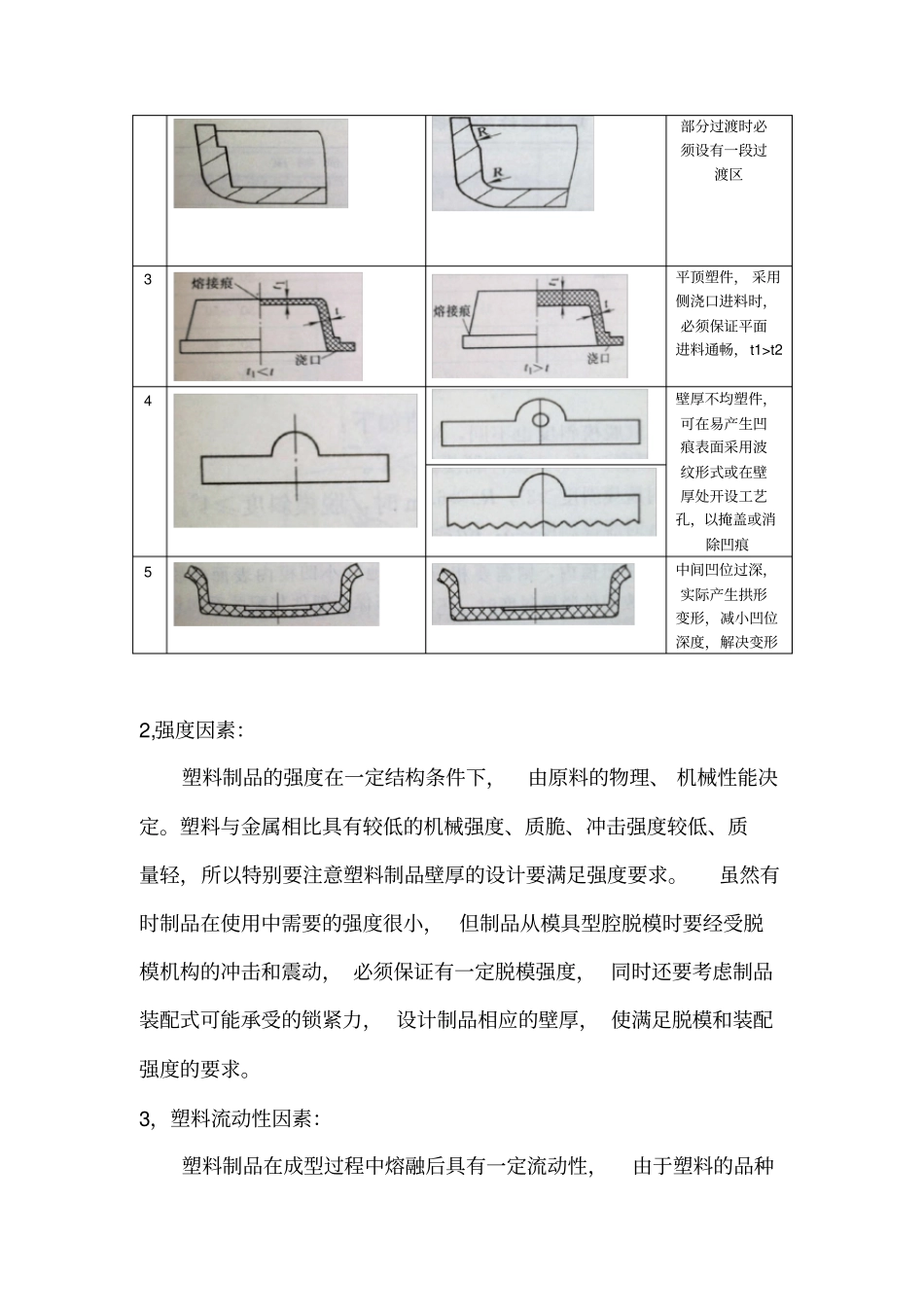
表 1 塑料塑件壁厚合理结构设计实例序号不合理合理说明1 塑件壁厚不均,往往因冷却或固化速度不同而产生附加内应力,在较厚部位产生缩孔或翘曲变形2 当