1 关于实现 400 台套产能报告在这 120 多天的车间管理过程中, 让我更进一步了解到周密的工作计划对工作指导的重要性
为了全面完成 400/ 月台套以上的产量及各项工作指标,实现轻伤以上事故为零; 根据我们农机目前的生产情况,我主要从以下几个方面分析问题:一、数字分析
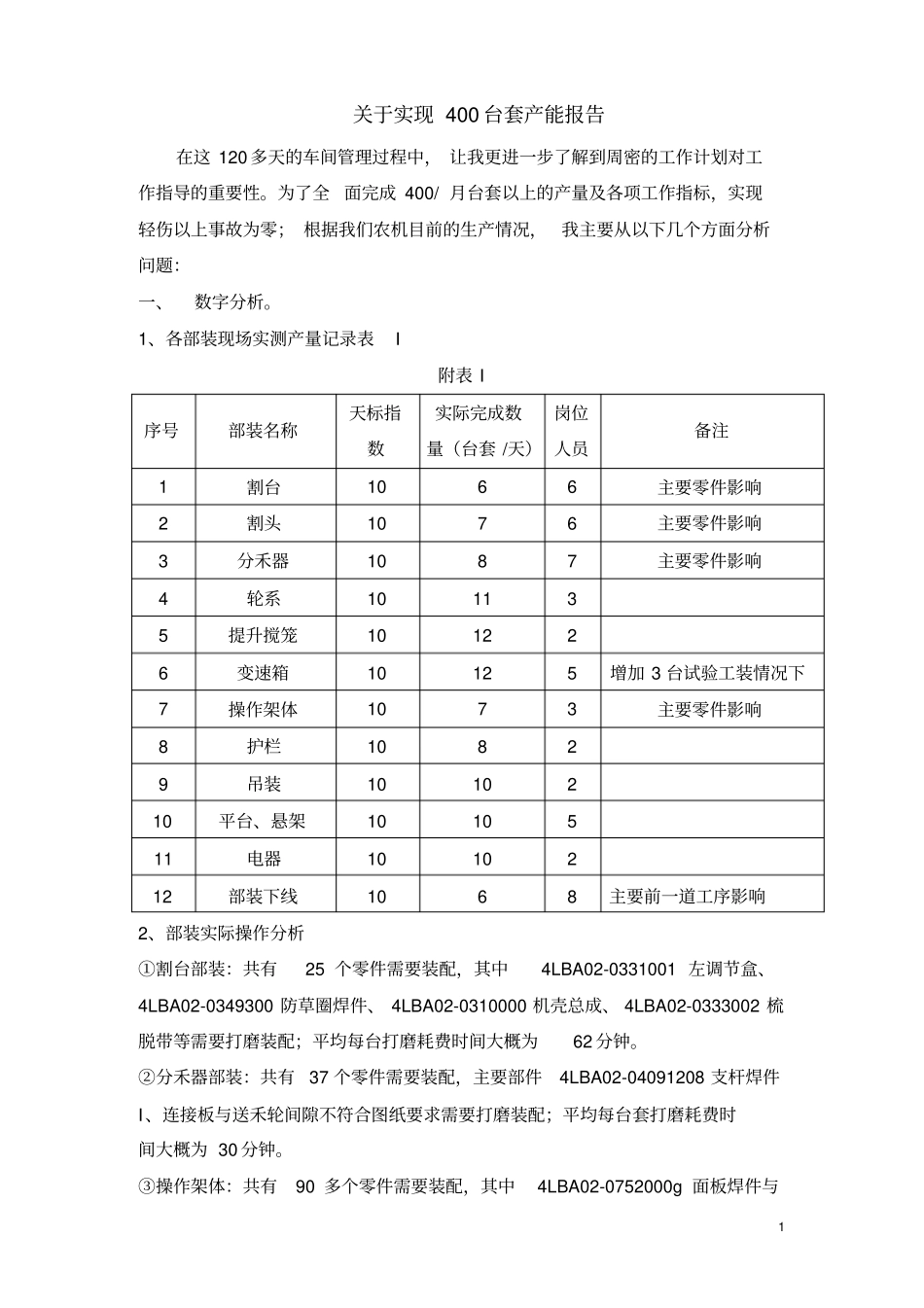
1、各部装现场实测产量记录表I 附表 I 序号部装名称天标指数实际完成数量(台套 /天)岗位人员备注1 割台10 6 6 主要零件影响2 割头10 7 6 主要零件影响3 分禾器10 8 7 主要零件影响4 轮系10 11 3 5 提升搅笼10 12 2 6 变速箱10 12 5 增加 3 台试验工装情况下7 操作架体10 7 3 主要零件影响8 护栏10 8 2 9 吊装10 10 2 10 平台、悬架10 10 5 11 电器10 10 2 12 部装下线10 6 8 主要前一道工序影响2、部装实际操作分析①割台部装:共有25 个零件需要装配,其中4LBA02-0331001 左调节盒、4LBA02-0349300 防草圈焊件、 4LBA02-0310000 机壳总成、 4LBA02-0333002 梳脱带等需要打磨装配;平均每台打磨耗费时间大概为62 分钟
②分禾器部装:共有37 个零件需要装配,主要部件4LBA02-04091208 支杆焊件I、连接板与送禾轮间隙不符合图纸要求需要打磨装配;平均每台套打磨耗费时间大概为 30 分钟
③操作架体:共有90 多个零件需要装配,其中4LBA02-0752000g 面板焊件与2 4LBA02-0750008h 操作台前罩、4LBA02-0762000f 座位支架与 4LBA02-0760002e座椅罩子等需要打磨配装;平均每台打磨耗费时间大概为24 分钟
3、岗位工位器具、工具、工装等满足不了工作需要
如割头部装标准件有17 种,其中有 42 颗螺钉需要