方案、交底钢筋进场取样试验材料报验钢筋下料验收上道工序验收钢筋绑扎报验内部验收工序交接材料复试试验计划钢材相应处理试焊整改整改整改不合格 不合格不合格不合格不合格不合格材料退场合格 图 5
1-1 工艺流程图5
5 钢筋工程5
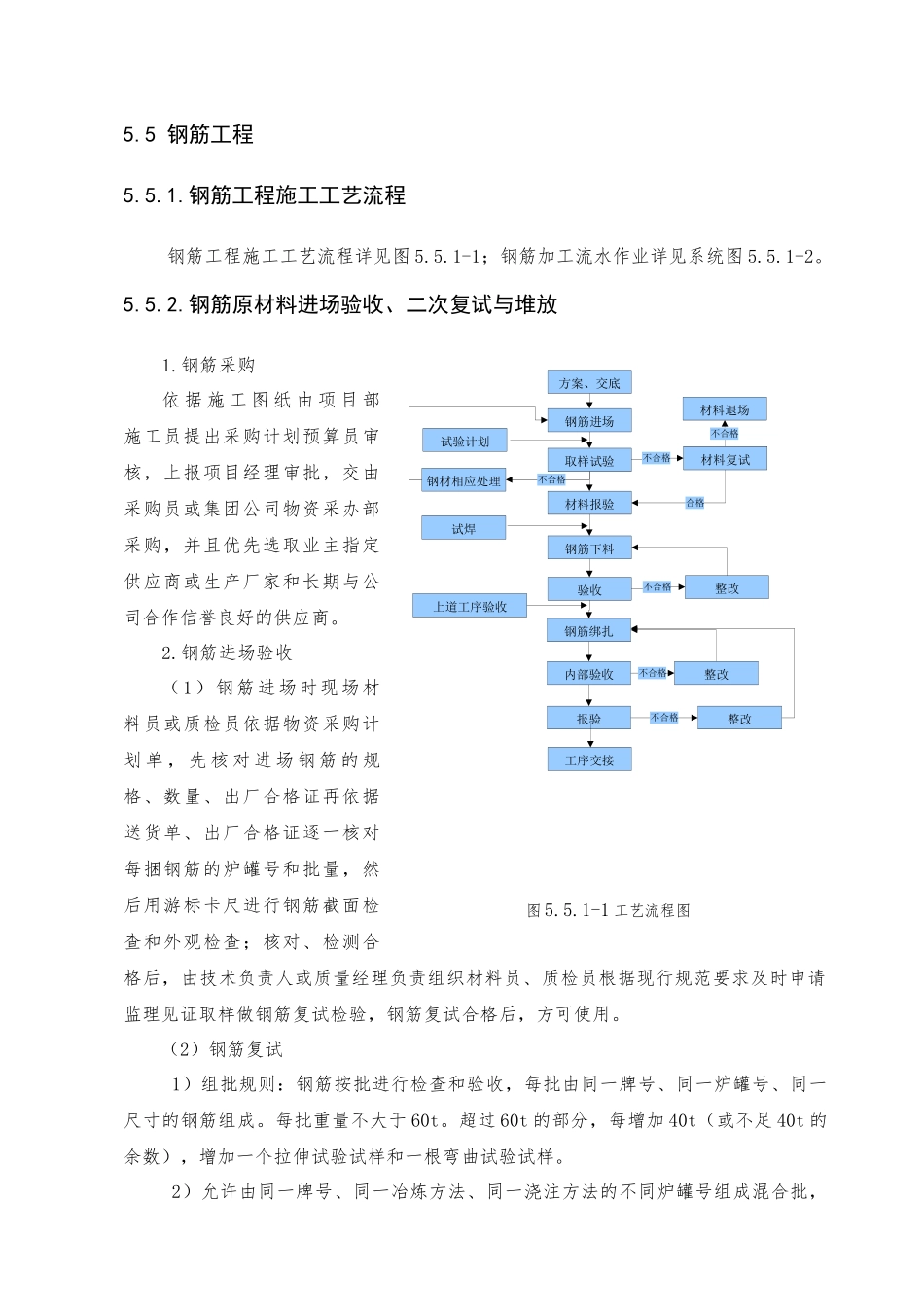
钢筋工程施工工艺流程 钢筋工程施工工艺流程详见图 5
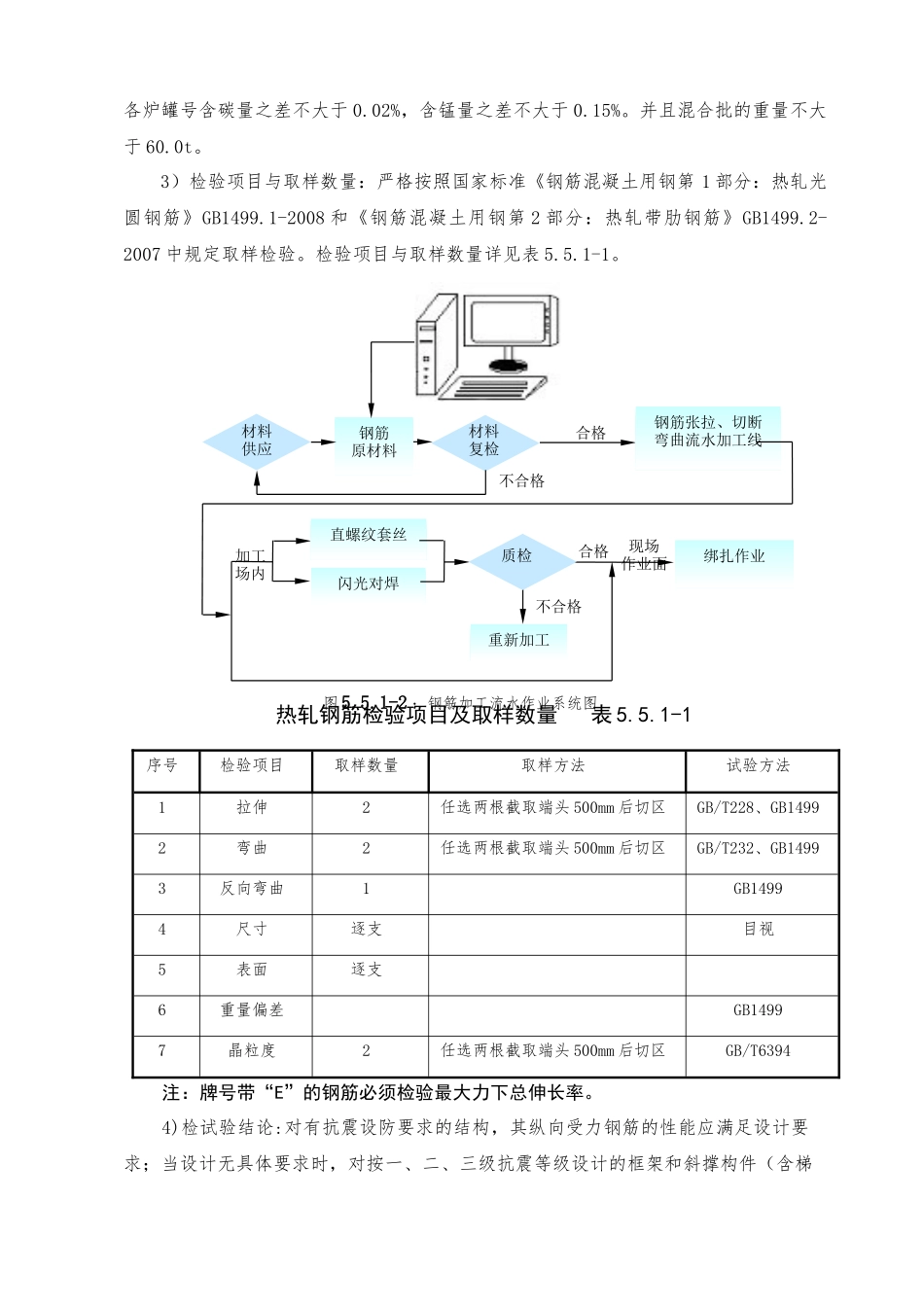
1-1;钢筋加工流水作业详见系统图 5
钢筋原材料进场验收、二次复试与堆放1
钢筋采购依 据 施 工 图 纸 由 项 目 部施工员提出采购计划预算员审核,上报项目经理审批,交由采购员或集团公司物资采办部采购,并且优先选取业主指定供应商或生产厂家和长期与公司合作信誉良好的供应商
钢筋进场验收(1)钢筋进场时现场材料员或质检员依据物资采购计划 单 , 先 核 对 进 场 钢 筋 的 规格、数量、出厂合格证再依据送货单、出厂合格证逐一核对每捆钢筋的炉罐号和批量,然后用游标卡尺进行钢筋截面检查和外观检查;核对、检测合格后,由技术负责人或质量经理负责组织材料员、质检员根据现行规范要求及时申请监理见证取样做钢筋复试检验,钢筋复试合格后,方可使用
(2)钢筋复试 1)组批规则:钢筋按批进行检查和验收,每批由同一牌号、同一炉罐号、同一尺寸的钢筋组成
每批重量不大于 60t
超过 60t 的部分,每增加 40t(或不足 40t 的余数),增加一个拉伸试验试样和一根弯曲试验试样
2)允许由同一牌号、同一冶炼方法、同一浇注方法的不同炉罐号组成混合批,不合格材料复检钢筋原材料钢筋张拉、切断弯曲流水加工线加工场内绑扎作业现场作业面合格重新加工不合格合格直螺纹套丝材料供应质检闪光对焊图 5
1-2 :钢筋加工流水作业系统图各炉罐号含碳量之差不大于 0
02%,含锰量之差不大于 0
并且混合批的重量不大于 60
3)检验项目与取样数量:严格按照国家标准《钢筋混凝