车床主轴是车床的主要零件,它的头端装有夹具、工件或刀具,工作时要承受扭曲和弯矩,所以要求有足够的刚性、耐磨性和抗振性,并要求很高的回转精度
所以主轴的加工质量对机床的工作精度和使用寿命有很大的影响
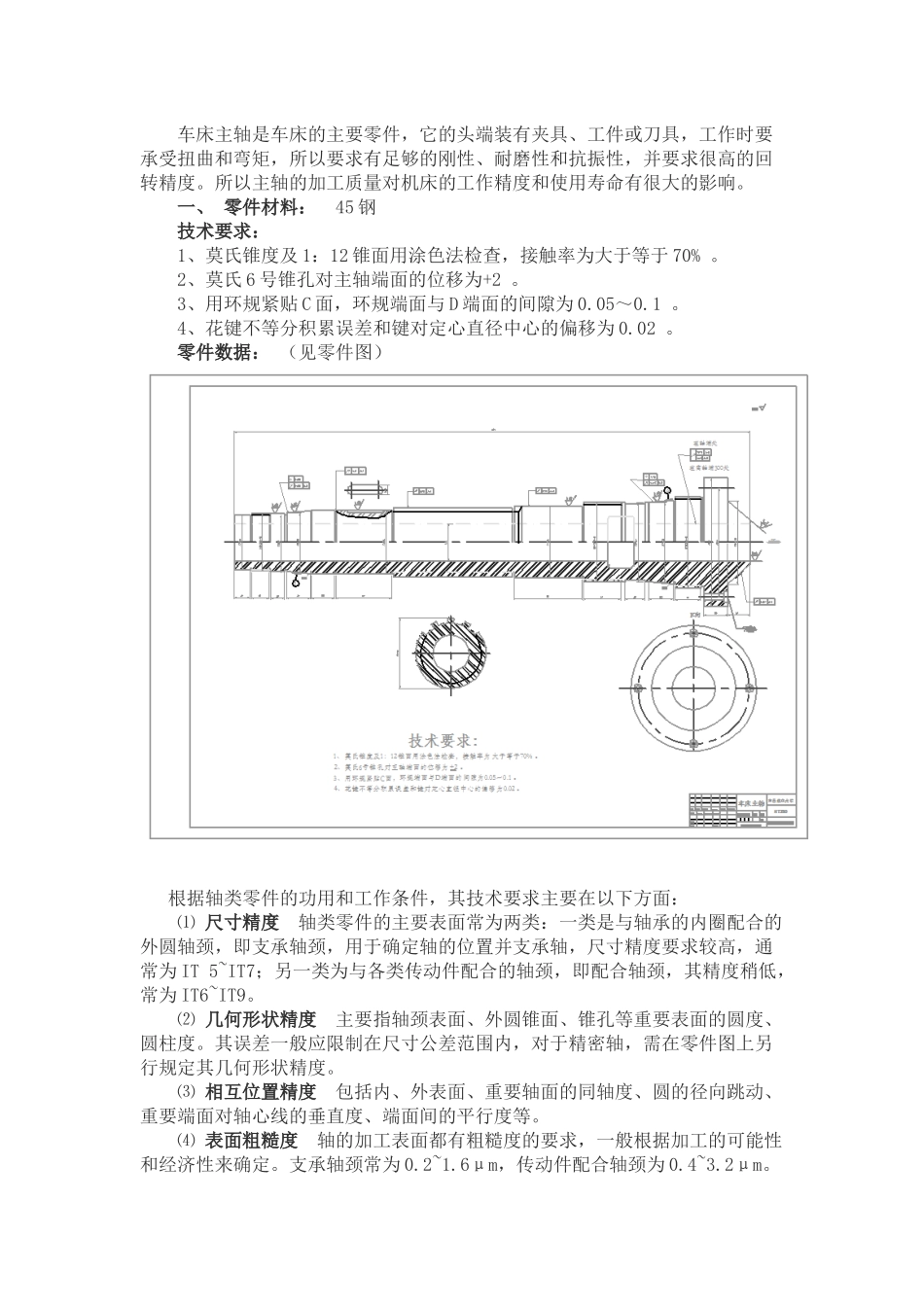
一、 零件材料: 45 钢技术要求:1、莫氏锥度及 1:12 锥面用涂色法检查,接触率为大于等于 70%
2、莫氏 6 号锥孔对主轴端面的位移为+2
3、用环规紧贴 C 面,环规端面与 D 端面的间隙为 0
4、花键不等分积累误差和键对定心直径中心的偏移为 0
零件数据: (见零件图)根据轴类零件的功用和工作条件,其技术要求主要在以下方面:⑴ 尺寸精度 轴类零件的主要表面常为两类:一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为 IT 5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为 IT6~IT9
⑵ 几何形状精度 主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度
其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度
⑶ 相互位置精度 包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等
⑷ 表面粗糙度 轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定
支承轴颈常为 0
6μm,传动件配合轴颈为 0
⑸ 其他 热处理及外观修饰等要求
二、零件的结构特点图 1 所示零件是车床的主轴,它属于台阶型轴类零件,由圆柱面、轴肩、螺纹、退刀槽和键槽等组成
轴肩一般用来确定安装在轴上零件的轴向位置;键槽是便于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母
从图 1 所示的车床主轴零件的支撑轴颈 A、B 是装配基准,故对 A、B 两段轴颈的加工提出了很高的要求
主轴的支撑轴颈、