机械加工工艺路线的拟订一、 表面加工方法的选择:表面加工方案的选择应根据零件各表面所要求的加工精度、表面粗糙度和零件结构特点,选用相应的加工方法和加工方案
1、根据加工表面的技术要求,尽可能采用经济加工精度方案
2、根据工件材料的性质及热处理,选用相应的加工方法
如:淬火钢的精加工要用磨削,有色金属的精加工为避免磨削时堵塞砂轮,则用调整精细车或精细镗等调整切削的方法
3、考虑工件的结构开关和尺寸
4、结合生产类型考虑生产率和经济性
5、考虑本厂(或本车间)的现有设备善和技术条件
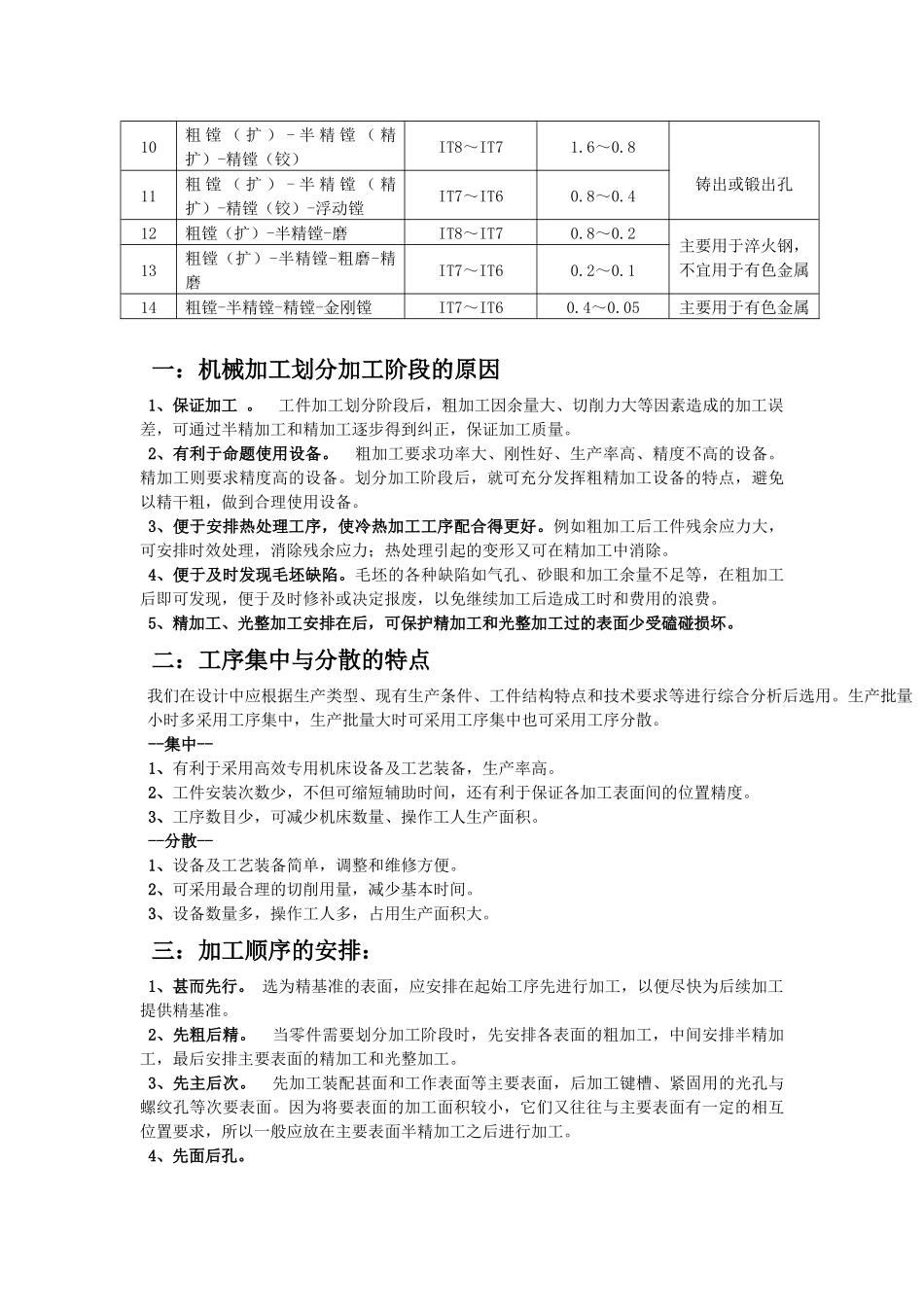
二、 加工阶段的划分:零件的加工质量要求较高时,应把整个加工过程划分为以下几个阶段:1、粗加工阶段
主要任务是切除大部分加工余量,应着重考虑如何获得高的生产率
2、半精加工阶段
完成次要表面的加工,并为主要表面的精加工做好准备
3、精加工阶段
使各主要表面达到图样规定的质量要求
4、光整加工阶段
质量要求很高的表面,需进行光整加工,以进一步提高尺寸精度和减小表面粗糙度值
三、 工序的集中与分散:工序集中和工序分散是拟订工艺路线时,确定工序数目的两种不同的原则
四、 加工顺序的安排:复杂工件的机械加工工艺路线中要经过切削加工、热处理和辅助工序
因此,在拟订工艺路线时,工艺人员要全面地把切削加工、热处理和辅助工序古老一直加以考虑
五、 机床及工艺装备的选择:1、机床设备的选择
2、工艺设备的选择
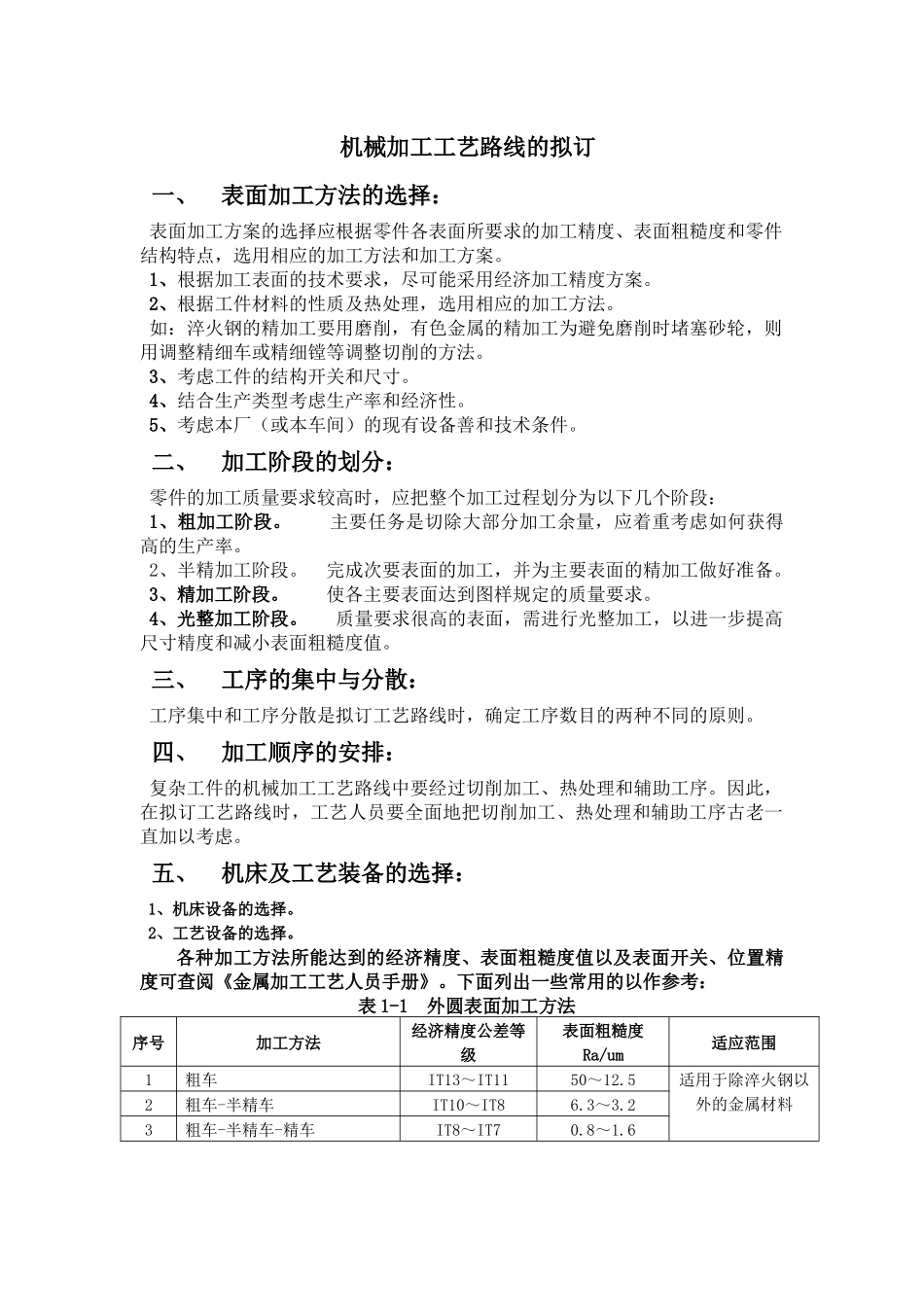
各种加工方法所能达到的经济精度、表面粗糙度值以及表面开关、位置精度可查阅《金属加工工艺人员手册》
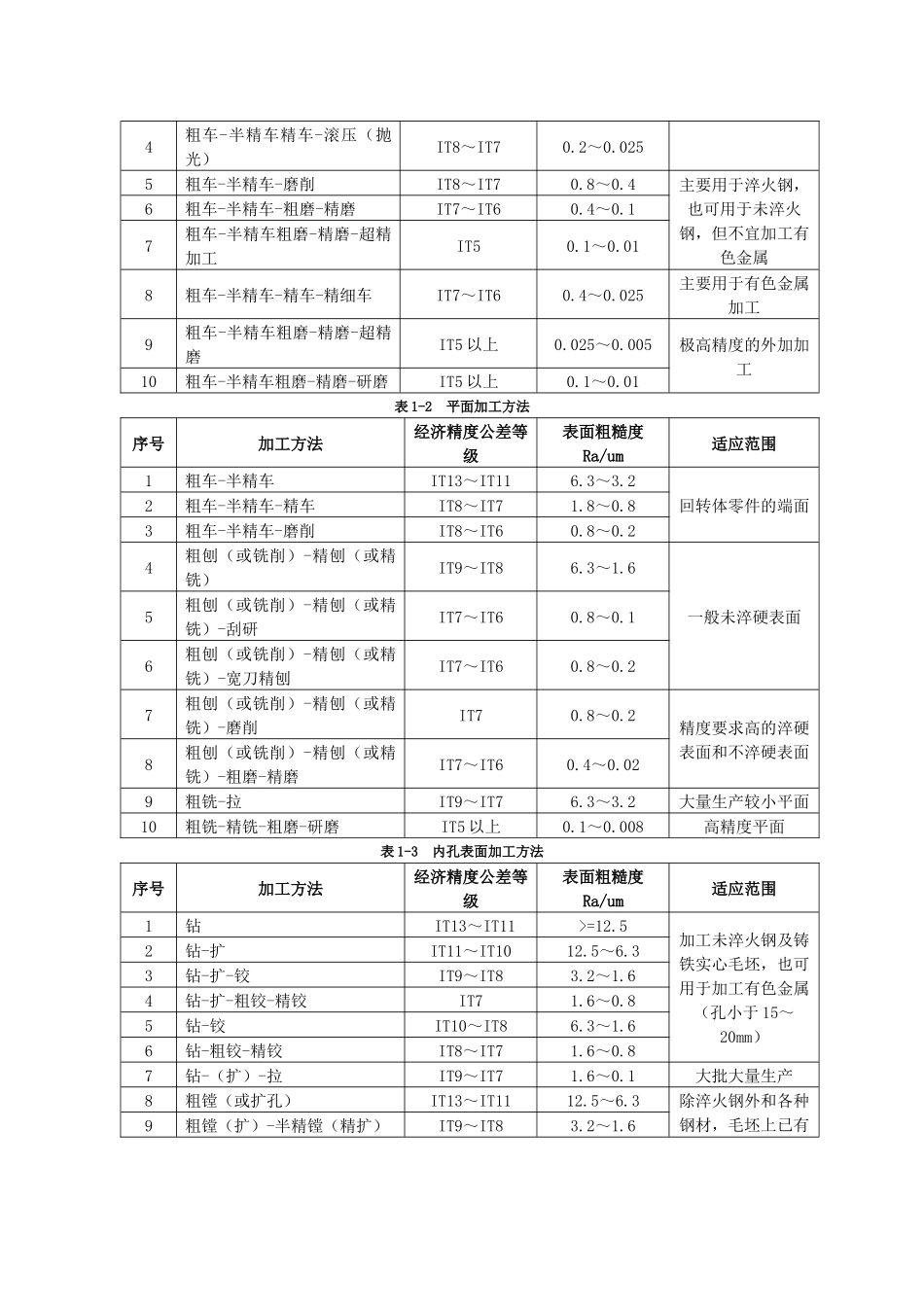
下面列出一些常用的以作参考:表 1-1 外圆表面加工方法序号加工方法经济精度公差等级表面粗糙度Ra/um适应范围1粗车IT13~IT1150~12
5适用于除淬火钢以外的金属材料2粗车-半精车IT10~IT86
23粗车-半精车-精车IT8~IT70
64粗车-半精车精车-滚压(抛光)IT8