冲压工艺与模具设计课程设计设计题目: 跳步模——横向单排挡料钉定位组合凹模台阶冲裁弹压卸料 班级 07 机械一班 姓名 赵应鸿 B0737011 于万斌 B0737003 指导教师 郭志忠设计步骤:一
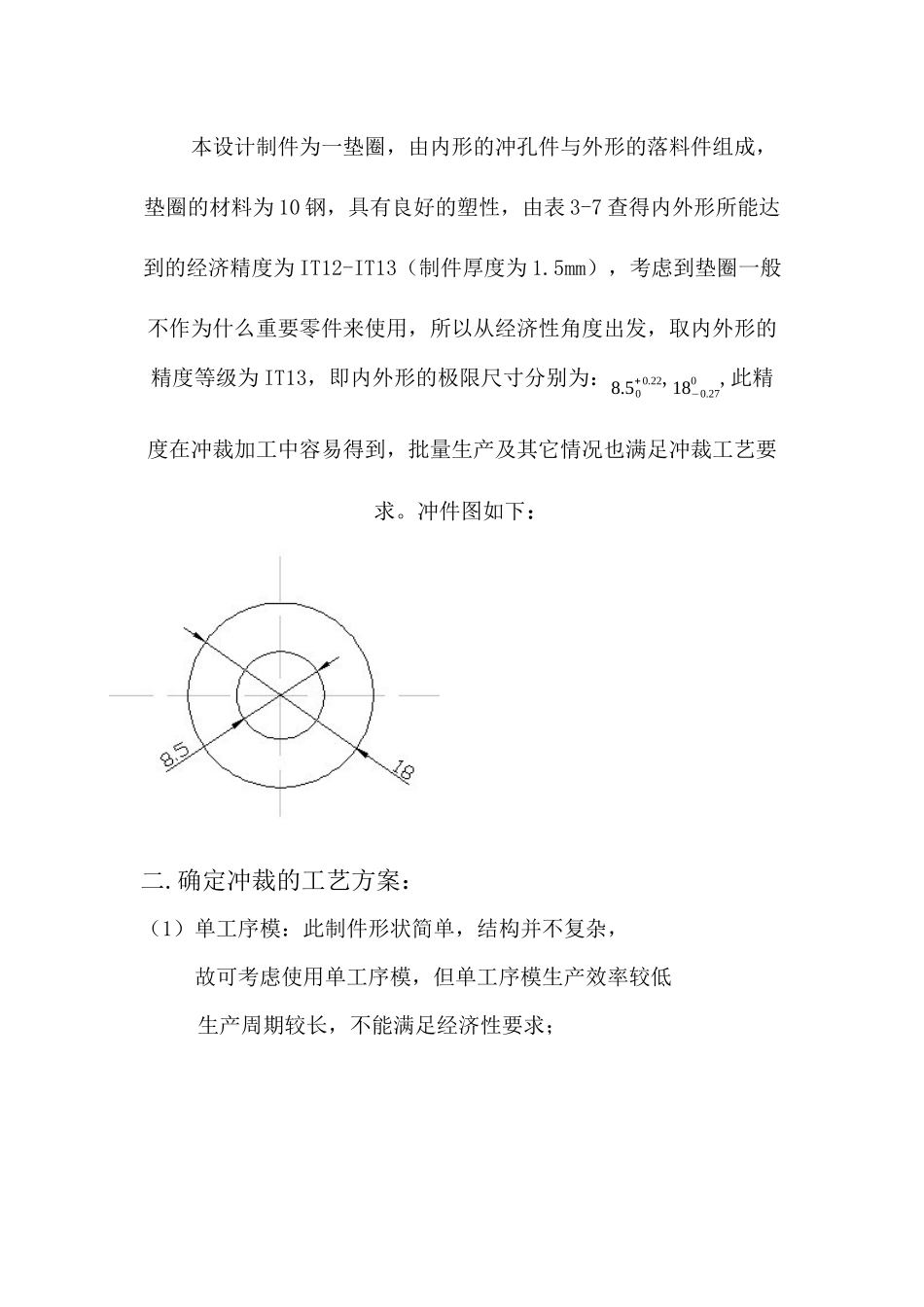
冲裁件的工艺与分析本设计制件为一垫圈,由内形的冲孔件与外形的落料件组成,垫圈的材料为 10 钢,具有良好的塑性,由表 3-7 查得内外形所能达到的经济精度为 IT12-IT13(制件厚度为 1
5mm),考虑到垫圈一般不作为什么重要零件来使用,所以从经济性角度出发,取内外形的精度等级为 IT13,即内外形的极限尺寸分别为:8
22,18−0
270,此精度在冲裁加工中容易得到,批量生产及其它情况也满足冲裁工艺要求
冲件图如下: 二
确定冲裁的工艺方案:(1)单工序模:此制件形状简单,结构并不复杂, 故可考虑使用单工序模,但单工序模生产效率较低生产周期较长,不能满足经济性要求;(2)连续模:由于制件精度要求并不是很高,使用连续模即可以保证,且连续模在一次冲压行程中可以同时对多道工序进行冲裁,明显提高了工作效率;(3)复合模:复合模冲裁的最大特点是冲裁所获得的制件精度高,并且效率高,但模具制造相对困难,对于此制件来说,由于制件要求并不是很高,所以使用复合模 难免有些不经济
综上所述:确定使用连续模进行冲裁,采用挡料钉定位和弹性卸料装置,结构简单,制造容易
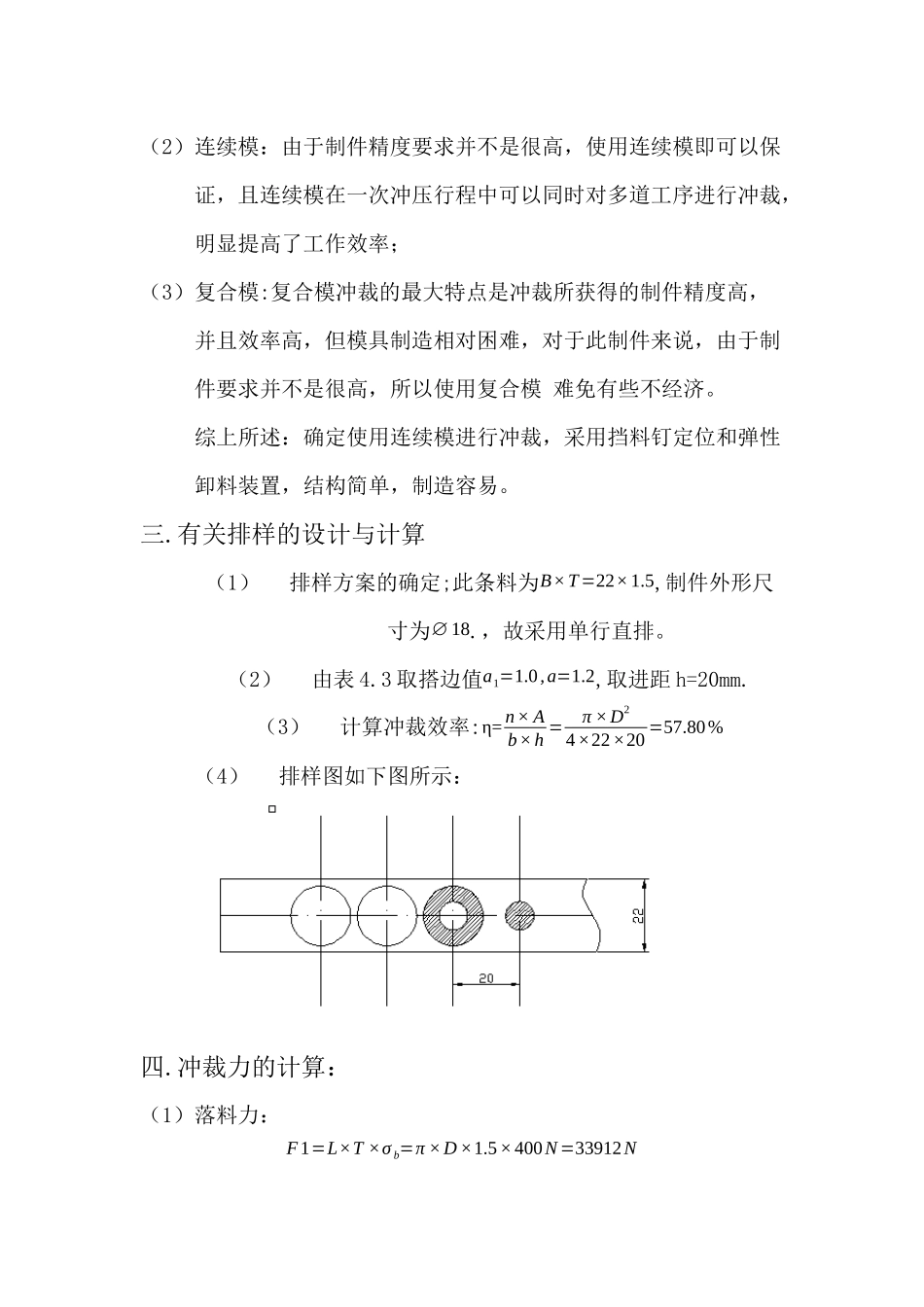
有关排样的设计与计算(1)排样方案的确定;此条料为B×T=22×1
5,制件外形尺寸为∅18
,故采用单行直排
(2)由表 4
3 取搭边值a1=1
2,取进距 h=20mm
(3)计算冲裁效率:η= n× Ab×h =π ×D24×22×20 =57
80%(4)排样图如下图所示:四
冲裁力的计算:(1)落料力:F1=L×T ×σ b=π ×D ×1
5×400N=33912N(2)冲孔力:F2=L×