超声波焊接塑料件的设计代注塑方式能有效提供比较完美的焊接用塑胶件
光我们决定用超声波焊接技术完成熔合时,塑料件的结构设计必须首先考虑如下几点: 1 焊缝的大小(即要考虑所需强度) 2 是否需要水密、气密 3 是否需要完美的外观 4 避免塑料熔化或合成物的溢出 5 是否适合焊头加工要求焊接质量可能通过下几点的控制来获得: 1 材质 2 塑料件的结构 3 焊接线的位置和设计 4 焊接面的大小 5 上下表面的位置和松紧度 6 焊头与塑料件的妆触面 7 顺畅的焊接路径 8 底模的支持为了获得完美的、可重复的熔焊方式,必须遵循三个主要设计方向: 1 最初接触的两个表面必须小,以便将所需能量集中,并尽量减少所需要的总能量(即焊接时间)来完成熔接
2 找到适合的固定和对齐的方法,如塑料件的接插孔、台阶或齿口之类
3 围绕着连接界面的焊接面必须是统一而且相联系互紧密接触的
如果可能的话,接触面尽量在同一个平面上,这样可使能量转换时保持一致
下面就对塑料件设计中的要点进行分类举例说明: 整体塑料件的结构1
1 塑料件的结构 塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为 2-6kgf/cm2
所以塑料件必须保证在加压情况下基本不变形
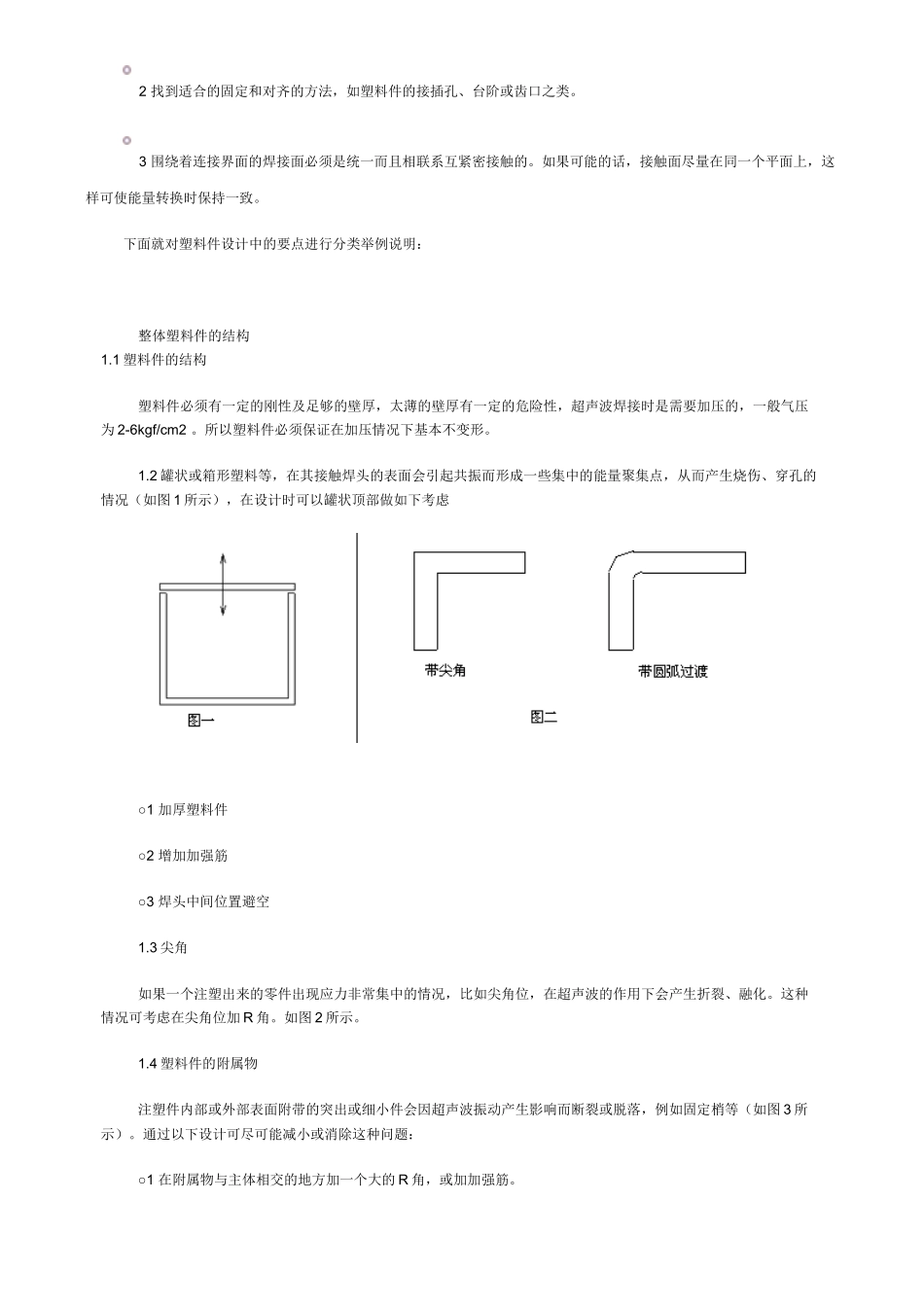
2 罐状或箱形塑料等,在其接触焊头的表面会引起共振而形成一些集中的能量聚集点,从而产生烧伤、穿孔的情况(如图 1 所示),在设计时可以罐状顶部做如下考虑 ○1 加厚塑料件 ○2 增加加强筋○3 焊头中间位置避空1
3 尖角如果一个注塑出来的零件出现应力非常集中的情况,比如尖角位,在超声波的作用下会产生折裂、融化
这种情况可考虑在尖角位加 R 角
如图 2 所示
4 塑料件的附属物注塑件内部或外部表面附带的突出或细小件会因超声波振动产生影响而断裂或脱落,例如固定梢等(如图 3 所示)
通过以下设计可