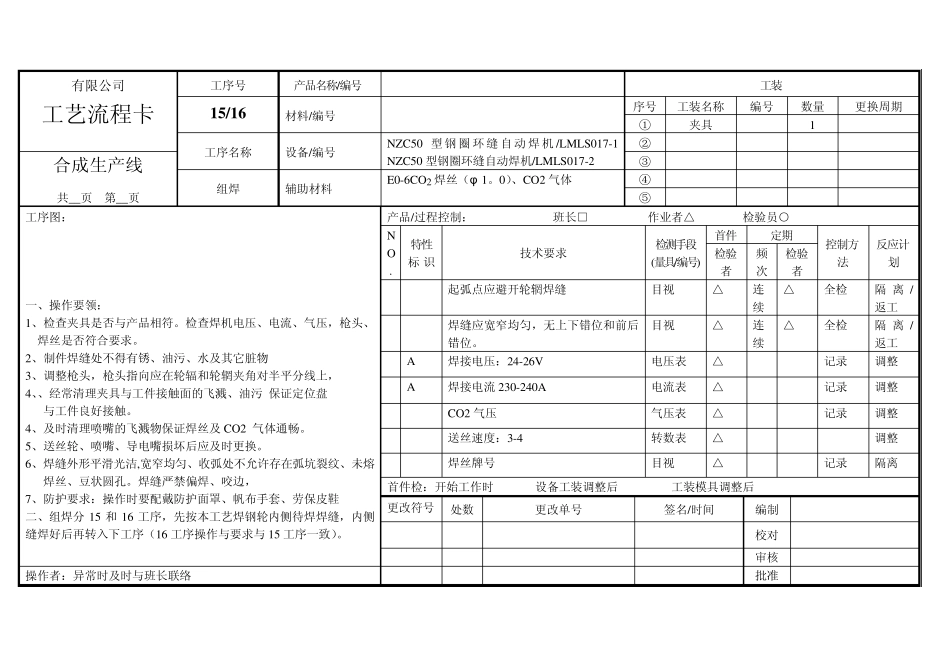
有限公司 工序号 产品名称/编号 工装 工艺流程卡 1 5 /1 6 材料/编号 序号 工装名称 编号 数量 更换周期 ① 夹具 1 工序名称 设备/编号 NZC50 型 钢 圈 环 缝 自 动 焊 机 /LMLS017-1 NZC50 型钢圈环缝自动焊机/LMLS017-2 ② 合成生产线 ③ 组焊 辅助材料 E0-6CO2 焊丝(φ 1
0)、CO2 气体 ④ 共__页 第__页 ⑤ 工序图: 一、操作要领: 1、检查夹具是否与产品相符
检查焊机电压、电流、气压,枪头、焊丝是否符合要求
2、制件焊缝处不得有锈、油污、水及其它脏物 3、调整枪头,枪头指向应在轮辐和轮辋夹角对半平分线上, 4、、经常清理夹具与工件接触面的飞溅、油污 保证定位盘 与工件良好接触
4、及时清理喷嘴的飞溅物保证焊丝及 CO2 气体通畅
5、送丝轮、喷嘴、导电嘴损坏后应及时更换
6、焊缝外形平滑光洁,宽窄均匀、收弧处不允许存在弧坑裂纹、未熔焊丝、豆状圆孔
焊缝严禁偏焊、咬边, 7、防护要求:操作时要配戴防护面罩、帆布手套、劳保皮鞋 二、组焊分 15 和 16 工序,先按本工艺焊钢轮内侧待焊焊缝,内侧缝焊好后再转入下工序(16 工序操作与要求与 15 工序一致)
产品/过程控制: 班长□ 作业者△ 检验员○ NO
特性标 识 技术要求 检测手段 (量具/编号) 首件 定期 控制方法 反应计划 检验者 频次 检验者 起弧点应避开轮辋焊缝 目视 △ 连续 △ 全检 隔 离 /返工 焊缝应宽窄均匀,无上下错位和前后错位
目视 △ 连续 △ 全检 隔 离 /返工 A 焊接电压:24-26V 电压表 △ 记录 调整 A 焊接电流230-240A 电流表 △ 记录 调整 CO2 气压 气压表 △ 记录 调整 送丝速度:3-4 转数表 △ 调整 焊丝牌号 目视 △ 记录 隔离 首件检:开始工作时 设备